Как работает аргоновая сварка
Как работает аргоновая сварка
Что такое аргоновая сварка
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.

Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
Выполнение сварки аргоном для начинающих сварщиков – инструкции, оборудование нюансы

Аргон-это газ, что часто применяется в сварке. Он полностью бесцветный, у него нет запаха и он защищает металл от плохого влияния атмосферы.
Главная причина по которой его так широко применяют в сварке-это его низкая цена, ведь другие защитные газы иногда имеют менее низкие цены, мастера просто их не покупают, чем снижают качество шва.
Введение
Применение аргона настолько широко, что его используют не только на заводах и производствах, но даже в домашних условиях мастера научились его применять, хоть часто работа с газом бывает небезопасна и нет ничего хорошего, что оно стоит в гаражах у обычных людей, но это не тот вариант аргон полностью безопасен он не взрывается. Этот газ продается только в баллонах из стали.
Они бывают разных размеров, производитель предлагает объёмы от пятнадцати до сорока литров, так что если вам предстоит заварить метр участка раз в год, то вы просто можете пробрести маленький баллон вам его хватит на очень долго.
Ещё один плюс аргона по технике безопасности, он не взрывоопасен и также не выделяет токсинов при работе с ним, а это важно, потому что если речь идет о домашнем использовании, то возле баллона могут быть не квалифицированные люди или даже дети.
Самые часты сферы применения-это в дуговой, лазерной и плазменной сварке. Если это сварка с помощью дуги, то в комплекте к газу должен идти электрод, он может быть с плавящийся и не плавящимся покрытием.
В нашей статье мы сделали выжимку из основных статей на эту тему. Если вам они покажутся интересными, то можете их прочитать в полной версии.
Самые информативные статьи
Плюсы и характеристики сварки с помощью аргона
Конечно сварка аргоном имеет свои плюсы и характеристики, не отставая от всех прочих видов и технологий сваривания металлов.
Эта статьи расскажет вам обо всем плохих и хороших сторонах сварки аргоном, также некоторые тонкости работы с таким газом, и даже про то как настроить ваш сварочный аппарат, чтобы шов получился качественным.
Очень полезна к прочтению эта информация, оно даст сориентироваться в принципах аргона и не допускать оплошностей. А это важно для новичков, или людей которые ещё не пробовали работать с таким видом сварки.
Это статья очень базисная, она очень рекомендована к чтению если вы совсем ничего не знаете про варку аргоном.
Она приоткроет вам занавес на те процессы, которые проходят при таком виде варки и почему это происходит в принципе. Это статья должна быть первая в списке прочтения, потому что без нею вас не сориентироваться в других статьях.
Она ещё описывает, разнообразную оснастку к такому виду работ, чтобы ваш результат был удовлетворительным ведь очевидно, что если человек никогда не работал с таким видом варки он и не знает какие для этого нужны расходные материалы.
Как сварить алюминий аргоном
Алюминий –это один из тех металлов, что у каждого есть на языке, даже ребенок знает что алюминий это металл.
Этот металл используют на промышленных предприятиях, из него делают посуду и даже элементы к микроэлектронике, а это очень специализированная ниша.
НО даже такая широкая известность этого металла не обеспечила того, чтобы все знали как с ним обращаться. В большинстве случаев новичок не будет знать с какой стороны подойти к такому металлу, как алюминий.
Причина по которой швы на таком металле часто выходят слабыми и не красивые-это оксидная пленка что покрывает металл.
Именно из-за этого работа с одним из самых распространенных металлов так кропотлив и не легка. Подробнее про оксидную пленку мы расскажем вам в другой статье поскольку это очень широкая и болезненная тема.
Ещё статья расскажет вам про поджигание и поддержание стабильности дуги и образование сварочной ванны. Эта стать даст вам все необходимые сведенья о том как варить алюминий с помощью аргона даже в диких условиях.
Особенности сварки черного металла аргоном
Черными металлами классически считается железо и сплавы из него. Такие металлы редко выступают самостоятельно, чаще их берут как сырье, производят например чугун, или используют на переработку для производств стали.
Редко, но иногда возникают ситуации, когда нужно иметь дело с чистым железом.
Это очень непростая задача, но этот газ на много её упрощает. Как и любой метод сварка аргоном имеет преимущества, недостатки. И если вам нужно получить сносный результат, то придётся строго соблюдать технологию.
Про все это рассказывает эта статьи, также в ней будет идти речь про то как выбрать сварочный режим, какие стоит соблюдать правила безопасности, а в частности пожарной. Потому что сварка дело не простое и часто возникают небезопасные ситуации.
Сваривание нержавеющей стали с помощью аргона
Эта статья расскажет вам как сварить нержавейку с помощью, все нюансы и особенности. Те кто занимаются варкой, знают, что нержавеющая стал далеко не простой метал, при работе с которым часто возникает много проблем, нужно разрезать, переваривать, а иногда можно и не разрезать, швы сами по себе трескаются и расходиться, но как с этим бороться ?
Именно поэтому вам стоит прочитать нашу статью где мы расскажем как варить нержавеющую сталь своими руками с помощью аргона.
Важным этапом сварки является подготовка металла, именно от этого зависит качество шва, что у вас получиться в конце, металл нужно хорошо зачистить, проверить на дефекты.
В этой статье рассказывается как наиболее выгодно использовать газа к положению горелки. Тут вы найдете советы, которые мастера отточили в ходе практики, и вам уже не придётся повторять чей-то ошибок.
Просто возьмите и переймете опыт человека который уже знает как будет хорошо а как плохо. Например, как варить аргоном металл так, чтобы он не окислился, или как варить тонкий металл, ведь это филигранная работа, что требует внимательности.
Даже В ГОСТах таких советов не пишут, хотя там можно найти очень содержательные инструкции по эксплуатации, что помогут и новичкам и бывалым сварщикам.
Если вам нужно чтобы ваши швы были надежными и аккуратными, не приходилось переваривать по сто раз, тратить кучу денег на дорогие расходные материалы, то вам необходимо почесть эти статьи.
В них рассказывают все нюансы сварки с помощью аргона, самых разных, достаточно сложных в работе металлов. Если работать с нержавейкой или алюминием, то этих нюансов в разы больше чем при работе с другими металлам.
Нужно не слабо постараться чтобы ваши швы были крепкими, красивыми без наплывов и не проварвов. Прочитайте все приведенные нами плюсы, минусы сварки этим газом и оцените стоить ли вам её использовать, но чаще всего такой метал себя оправдывает.
Если вы бывалый мастер то напишите что вы думаете по этому поводу, приходилось ли вам работать с аргоном, облегчило ли вам это работу, или возможно даже наоборот.
Расскажите про расход газа, это будет очень полезно для предпринимателей что сваркой зарабатывают деньги. Ваш опыт будет полезен нам для следующих статей и новичкам, что только учатся. Желаем вам удачи и новых успешных работ!
Как выполняется сварка аргоном
Не все современные металлы могут быть надежно сварены традиционным способом. Поверхность конструкций из алюминия и сплавов некоторых цветных металлов при контакте с кислородом покрывается пленкой. Это снижает плотность шва. Сварка аргоном, в отличие от простой, электродуговой, позволяет защитить металл от окисления и обеспечить высокое качество шва.

Как работает аргоновая сварка
Аргон обладает редкими достоинствами:
- выводит воздух из рабочей области, защищая ее от сторонних газов;
- не образует взрывчатых смесей с кислородом;
- как инертный газ, не вступает в химическую реакцию с рабочими металлическими поверхностями.
Аргон создает защитное облако в зоне сварки. Он тяжелее воздуха, поэтому имеет свойство скапливаться у пола, вызывая дефицит кислорода у сварщика. В качестве электрода можно использовать вольфрамовую проволоку, т.к. температура в столбе дуги стремится к 2000°C.
Выделяют следующие технологические особенности аргонодуговой сварки:
- Металлические детали зачищают и обезжиривают. Это можно сделать химически или механически.
- Чем ближе расположен электрод к металлу, тем проще будет достичь нужной температуры сварочной ванны, размера и плотности шва.
- Электрод ведут по шву, избегая поперечных движений. Так он становится ровным, без потери глубины.
- Необходимо следить за скоростью подачи присадки. Проволока и электрод должны всегда оставаться под защитой аргонного облака.
- Следует избегать рывков, сопровождающихся отскакиванием металла. Газ подают в сопло равномерно.
- Если работа проводится на открытом воздухе, нужно обеспечить дополнительную защиту в виде ограждения. Даже слабый ветер нарушает защитную газовую среду.
- Сварочный шов накладывают медленно, с соблюдением методики подачи газа. Включают газ за 15 секунд и выключают спустя 10 секунд после наложения шва.
- Расход веществ рассчитывают по утвержденным нормам. Слишком большой поток газа не будет преимуществом. В результате его защитные свойства снизятся. Существует 2 подхода к определению расхода: по количеству затраченной проволоки или по метражу шва. Второй расчет оптимален для больших объемов.
- Заканчивают работу, снижая напряжение с помощью реостата — важного элемента сварочного процесса. Если отвести горелку без соблюдения этого правила, к шву откроется доступ нежелательным газам.
- Если работают с большим количеством деталей, сначала делают пробный ход на незаметном участке.
Классификация и режимы
Систематизация учитывает степень автоматизации труда и плавкость электрода.
Классификация аргонной сварки:
- ручная сварка в среде аргона с применением неплавящегося электрода РАД;
- автоматическая с использованием неплавящегося элемента ААД;
- аргонодуговая автоматического типа с применением неплавящегося электрода ААДП;
- полуавтоматическая, когда часть процесса выполняется программно, а затем специалист дорабатывает изделие вручную.
Несмотря на глобальную автоматизацию, ручной и полуавтоматический методы по-прежнему наиболее популярны. Крупные предприятия комбинируют несколько типов, что создавать сварные соединения в разных положениях и на любых этапах производства.
Подбор режима требует от мастера не только знания теории, но и практического мастерства.
Во время обучения учитывают следующие закономерности:
- Полярность и направление тока неотделимы от свойств металла. Для деталей из рядовых сталей применяют постоянный ток прямой полярности, а для бериллия — постоянный ток обратной полярности.
- На выбор силы свариваемого тока влияют размер электрода, вид и величина заготовок, полярность. Можно положиться на опыт или воспользоваться готовыми таблицами экспертов. Чаще всего в них приводятся значения в амперах для основных толщин металла и диаметров электрода.
- Напряжение на дуге зависит от ее длины. Чем она короче, тем чище получаются швы. Если размер увеличивается, дуга горит неустойчиво, электрод разбрызгивается. Теряется глубина плавления металла. Одна из характеристик опытного сварщика — умение выдерживать неизменную длину дуги.
- От того, с какой силой и насколько быстро выходит газ из газопламенной горелки, зависит его итоговый расход. Пульсация увеличивает расход.
Область применения
Метод используют для соединения сталей, содержащих легированные элементы, и цветных металлов, включая предельно тонкие, оцинкованные или гальванизированные. Также технологию аргонодуговой сварки применяют в тех областях, где решающее значение имеют стойкость и долговечность сварочных швов, когда при этом они должны выглядеть эстетично.
Таким способом изготавливают узлы и ключевые компоненты в автомобиле- и ракетостроении, рамы транспортных средств, преднапряженные конструкции. Метод незаменим при работе с алюминиевыми заготовками.
Необходимое оборудование
Сварка в среде аргона требует больших вложений в оборудование и материалы, с которыми сварщик не сталкивается при ручном дуговом способе.
В первую очередь необходимы:
- аппарат для дуговой сварки с оптимальным напряжением;
- силовой прибор для подачи напряжения на горелку;
- осциллятор для поддержания напряжения и создания импульса, сохраняющего стабильность дуги;
- устройство, которое подает аргон на сварочную зону;
- качественная горелка с керамическим соплом;
- баллон с аргоном, шланг для его присоединения к горелке;
- вольфрамовая проволока;
- электрический трансформатор для подачи напряжения к коммутирующим устройствам;
- индуктивно-емкостный фильтр;
- средства индивидуальной защиты работника (шлем, перчатки и т.д.).
Эксперты рекомендуют выбирать устройства и приборы лидеров сварочного производства, несмотря на более высокую стоимость.
Во-первых, принцип работы оборудования нового поколения построен на оптимизации расхода материалов, электроэнергии и времени. Во-вторых, оно имеет высокий класс безопасности и сильно опережает дешевые аналоги по качеству результата.
Помимо штатного оборудования, потребуются расходные материалы:
- чистый аргон или смесь с добавлением гелия;
- баллоны (бывают многоразовыми);
- сварочные рукава;
- редуктор.
Присадки для аргонодуговой сварки
С помощью присадок заполняют сварочную ванну. Они упрощают создание шва при работе с легированными и жаропрочными сталями, титаном, никелем, алюминием и некоторыми другими металлами.
Используется присадочный материал следующих типов:
- Из коррозионно-стойких сталей. Применяют в случае, когда необходима защита шва от коррозии.
- Алюминиевые. Шов, созданный с использованием таких присадок, не разрушается под действием высоких температур.
- Медные. Позволяет добиться высокой электропроводности и текучести.
- Никелированные. С этим присадочным материалом достигается устойчивость шва к окислению. Незаменим при работе с чугуном — металлом, сложным в термической обработке.

Техника безопасности
При работе со сжиженными газами нужно соблюдать правила безопасности. Они подробно описаны в ГОСТе 12.3.003-86. Несмотря на то, что утвержденная техника безопасности относится к промышленным объектам, эти правила следует соблюдать и в быту.
Основные требования ГОСТа при работе с аргоном:
- нельзя работать рядом с легковоспламеняющимися веществами;
- нужно убрать все посторонние вещи;
- необходимо организовать постоянную вентиляцию для быстрого удаления продуктов сгорания;
- оборудование должно быть исправным, материалы — сертифицированными;
- нельзя приступать к работе без предварительного инструктажа и получения базовых теоретических знаний;
- сварщик обязан использовать маску или защитные очки, предпочтительно «хамелеоны».

Этапы ручной аргонодуговой сварки
Чтобы добиться высоких результатов, ради которых и выбирают эту технологию, рекомендуют соблюдать следующую последовательность действий:
- Химическим или механическим способом убрать с рабочих поверхностей грязь, масло, влагу. Посторонние фракции усилят пористость и шероховатость шва. Зазор между кромками тщательно зачищают. В производстве распространен метод пескоструйной и дробеструйной очистки, позволяющей добиться максимальной гладкости металла.
- Включить подачу газа не позднее, чем за 14-16 секунд. При этом горелка с электродом должна находиться в правой руке, на минимальном расстоянии от металла. Проволоку удерживают другой рукой. После подачи тока между электродом и металлом возникнет дуга.
- Вести горелку ровно вдоль шва, плавно распуская проволоку. Присадок укладывают перед горелкой под углом к металлу. Рывки и колебания руки по горизонтали недопустимы.
- Следить, чтобы аргон постоянно покрывал сварочную зону, включая проволоку и горелку.
- Непосредственно перед окончанием работы понизить напряжение, удерживая дугу. Оставить газ включенным еще на 12-14 секунд.
Автоматическая сварка
Автоматическое оборудование работает так же, как и ручное. Но управление производится через заданную программу. Функция специалиста — правильно выбрать материалы и режим, а затем проконтролировать результат.
К преимуществам автоматической сварки относят:
- повышенную скорость, производительность, особенно если создаются идентичные детали;
- надежность и привлекательный вид швов;
- снижение риска ошибки специалиста.
Однако у метода есть и отрицательные стороны:
- в ходе последовательной работы с разными деталями и режимами приходится каждый раз перенастраивать оборудование;
- аппарат обойдется дороже ручного;
- возможен массовый брак заготовок, если сбой не был замечен вовремя.
Преимущества и недостатки
Аргонодуговая сварка обладает преимуществами, недостижимыми при использовании других способов обработки металла:
- возможна работа с материалами, чувствительными к высоким температурам (титан, чугун), т.к. поверхность нагревается слабо и исключается деформация изделия;
- шов получается качественным, а затраченное на его создание время сокращается;
- работать может даже непрофессионал, цеховых условий не требуется;
- для некоторых металлов и сплавов это единственный доступный способ, поскольку кислород действует на них крайне негативно.
Как и любой метод, сварка в среде аргона имеет недостатки:
- дополнительное оборудование, часто дорогостоящее;
- выбор режима работы требует опыта и сноровки;
- требуется постоянное или переменное напряжение;
- сварка восприимчива к сквозняку и ветру, поэтому необходимо закрытое помещение с вентиляцией.
Преимущества аргонодугового метода обусловлены полезными свойствами газа, которые позволяют создавать прочные и ровные соединения. Недостатки же имеют организационный характер и легко преодолимы. Технология применяется для художественной сварки по металлу при создании арт-объектов.
Технология сварки аргоном от «А» до «Я»
Применять сварку высокой температурой можно не для всех сплавов. В некоторых случаях применяется особая сварка аргоном. Подробно разберем технологию.

Использование высокой температуры дуги при проведении сварки является широко применяемой во многих сферах технологией соединения металлических конструкций. Однако применять ее можно не для всех сплавов, т. к. многие из них при разогреве до высоких температур и расплавлении на открытом воздухе окисляются и теряют свои технологические свойства. Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Особенности аргонодуговой технологии
Как и сварочная дуговая, технология сварки в среде аргона основана на расплавлении области соединения металлов с помощью электрической дуги. Она может проводиться с помощью расплавляющихся и неплавящихся электродов.  Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
В этом случае зону соединения металлов заполняют присадочным материалом. Для этого используют металлическую проволоку, изготовленную из сплава, легированного теми же элементами, что и свариваемый металл. Главное правило при ее выборе — не ухудшить свойства основного металла шва. Поэтому важно:
Процентное содержание легирующих элементов в присадочной проволоке не должно быть меньше, чем в соединяемых металлических деталях.
Диаметр проволоки подбирают в соответствии с параметрами сварного шва и толщиной изделия.
При использовании плавящихся электродов в качестве их материала применяется проволока или пруток, которые также по требованиям к химическому составу должны соответствовать основному металлу изделий и при расплавлении не должны ухудшать его свойства.
Аргонодуговая сварка с поддувом может проводиться тремя способами:
- в полном автоматическом режиме;
- в режиме автоматической подачи проволоки;
- в ручном режиме проведения процесса.
При автоматическом режиме весь сварочный процесс полностью автоматизирован: и управление движением электрода, и подачу присадочной проволоки осуществляет автомат.
В ручном режиме весь сварочный процесс проводится сварщиком.
Нейтральный газ в сварочной зоне выполняет две функции. Он служит защитной средой от агрессивного действия компонентов воздуха и регулирует прохождение импульса тока через ионизацию дугой.
При аргонодуговой сварке эти функции обеспечивает газ аргон. Он предотвращает расплавленный металл сварного шва от взаимодействия с компонентами воздуха, т. к. значительно тяжелей воздуха (на 38%) и поэтому выдавливает его из сварной зоны, заполняя рабочее пространство и надежно изолируя расплав от контакта с атмосферной средой.
Для каких целей применяется защитная среда? Дело в том, что при достижении высоких температур многие высоколегированные стали и сплавы цветных металлов легко вступают в реакцию с кислородом и азотом, присутствующих в составе воздуха, образуя соединения, которые вредят их прочности и лишают устойчивости к коррозии. Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Иногда, особенно при ванной сварке, для исключения образования пористости сварного металла к аргону добавляется небольшой объем кислорода (3-5%). Он берет на себя роль чистильщика жидкого расплава, взаимодействуя с его поверхностными вредными включениями, которые в дальнейшем выгорают или всплывают на поверхность расплава в виде шлаков.
Кроме того, инертный газ имеет повышенную склонность к ионизации, а это влияет на характер прохождения направленных электронов сварной дуги к поверхности металла, а, следовательно, и параметры силы сварного тока.
Розжиг дуги при разных электродов
При использовании неплавящихся электродов розжиг дуги таким способом невозможен, т. к. чистый аргон имеет высокий показатель ионизации, поэтому для розжига требует более сильную искру. При касании вольфрамового электрода поверхности металла ее невозможно получить. Кроме того, при касании происходит загрязнение поверхности и ее существенное оплавление. Поэтому для разжигания дуги при вольфрамовом электроде применяют вспомогательный прибор, называемый осциллятором. С помощью него на электрод после включения устройства подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и поверхностью изделия и последующим розжигом дуги.
Для выполнения шва используется аргонодуговая сварка с переменным током и выпрямленным (постоянным) током.
Если аргонодуговая сварка проводится в режиме переменного тока, то осциллятор впоследствии после розжига дуги в дальнейшем играет роль стабилизатора, подающего импульсы в моменты замены полярности, это обеспечивает стабильное горение сварочной дуги.
При сварке с использованием постоянного тока на анодном и катодном конце величина выделяемого тепла разная. При его значении менее 300 ампер до 70% выделяемого тепла образуется на аноде и только 30% приходится на катод.
Для обеспечения большого нагрева металла, приводящего к его расплавлению и исключения перегрева электрода, применяют прямой вид полярности. Тогда изделие служит анодом, а электрод — катодом. Такую схему используют для всех металлических сплавов за исключением алюминиевых. Для них применяют сварку с переменным током, чтобы эффективней удалить окисный поверхностный слой.
Сварка аргоном наиболее понятна при выполнении работы в ручном режиме, поэтому лучше рассмотреть подробно этот вариант соединения металлических деталей.
Этапы ручной аргонодуговой сварки
- источник питания;
- горелка с вольфрамовым электродом;
- газовый баллон с аргоном;
- присадочная проволока.
Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:

Электрод располагается в держателе горелки и выступает на 2-5 мм вперед.
Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ.
Сварка с поддувом аргона должна проводиться в такой последовательности:
- очистка поверхности зоны сварки;
- приведение горелки в рабочее положение: подача аргона для создания защитного слоя и розжиг дуги;
- процесс выполнения сварного шва.
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей.
Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине.
Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так: 
Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15 о до 30 о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90 о .
Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва.
После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва.
Преимущества технологии
- исключение окисляющего воздействия на жидкий металлический расплав компонентов воздуха за счет защитной среды аргона;
- благодаря локальной тепловой мощности в рабочей зоне и правильно выбранных параметрах обеспечивается высокая скорость сварки и качественный шов в автоматическом и полуавтоматическом режиме;
- аргонодуговая сварка дает возможность соединять детали, изготовленные из разных металлов;
- сварочный процесс можно проводить под визуальным контролем.
Оборудование для аргонодуговой сварки
Разные режимы технологии аргонодуговой сварки предполагают использование оборудования, имеющего различные принципы работы и устройства.
Аппараты для соединения деталей с помощью дуги в аргонной среде подразделяются на специальные и универсальные устройства: 
- Сварочные трансформаторные устройства работают на использовании переменного тока.
- Аппараты, играющие функцию выпрямителей и генераторов, служат для обеспечения выпрямленного (постоянного) тока при выполнении сварочных работ.
- Универсальные аппараты предназначены для сварочных работ, как на постоянном, так и на переменном характере тока.
Наиболее востребованным является аппарат универсального действия. К таким устройствам относятся инверторы.
Аппараты для ручной сварки с использованием вольфрамового электрода обязательно содержат в комплекте горелку, а также трансформаторы для преобразования тока из переменного в постоянный ток, стабилизаторы напряжения и устройства для розжига дуги.
Аппараты для работы в автоматическом режиме должны включать устройства для управления сварочным процессом и подачей защитного газа.
Аргонная сварка (аргонодуговая) — технология и оборудование
Аргонная сварка — один из наиболее востребованных видов современной сварки. Чаще всего, данную технологию используют применительно к алюминию, а также изделий из него.
Оптимальным методом, таким образом, аргонная сварка считается именно для алюминия. Общеизвестно, что вышеуказанный материал довольно капризен и во время контакта с кислородом, и при нагревании.
В последнем случае — его поверхность склонна покрываться тоненькой пленкой. Нюанс в том, что аргон характеризуется такими свойствами (химическими), которые практически исключают контакт с частичками кислорода нагретого металла.
Это возможно благодаря оттеснению аргоном своим давлением кислорода.
Схема аргонной сварки
Кроме этого, методику аргонодуговой сварки применяют и при сваривании иных металлов: чугуна и титана, стали и меди, а также некоторых иных, включая серебро, золото и т.д.
Популярность, которой пользуется сегодня аргонодуговая сварка, легко объяснима:
- Во-первых, это высокое качество.
- Во-вторых, немалая долговечность.
- Третий безусловный плюс — доступность аппаратов для проведения сварочных работ.
Уточним, во время работы с надежным оборудованием, шов получается фактически невидимым.
Данная особенность собственно и играет немаловажную роль не только для внешнего вида получаемого изделия, но, в первую очередь, для его прочности.
Аргонная сварка незаменима тогда, когда необходимо сварить трудно соединяемые металлы.
Ценность подобной методики, прежде всего, в опыте и качестве, а также в экономии. Причем последнее возможно в самых разных сферах. Экономятся не только деньги, но и усилия, а также нервы, что согласитесь также очень важно.
Технология аргонной сварки
В быту аргонную сварку мы чаще всего можем встретить при ремонте дисков любимой ласточки.
Аргонная сварка дисков, при устранении небольших трещин на данной детали, является попросту — незаменимой (безусловно, выполненная на профессиональном оснащении при применении инновационных высококачественных материалов).
Технология аргонной сварки не имеет практически ничего общего с таким устройством как паяльник. Основной элемент горелки — вольфрамовый электрод. Поясним, вольфрам является исключительно тугоплавким металлом.
Плавление его начинается при 3410°С, а кипение — при 5900°С. Уникальность данного металла в том, что даже раскаленный докрасна, он также тверд. Во время сварки вольфрама требуется ничтожно малое количество (на 1 метр сварного шва — сотые доли грамма).
Если рассматривать в данном аспекте вольфрамовые электроды, которые легированы оксидами редкоземельных элементов, то они отличаются еще большей стойкостью.
Сегодня, рынок предлагает электроды из вольфрама, обладающие широчайшим диапазоном химсостава.
К примеру, не секрет, что в чистый вольфрам с целью улучшения сварочно-технологических и сварочных характеристик добавляют разные окислы редкоземельных металлов.
Это может быть и церий, и лантан, и иттрий, и торий, и цирконий. Какой бы не был выбран электрод, он, как правило, окружается керамическим соплом, а при сварке из него выдувается аргон (инертный газ).
Уточним, что первые попытки сварить алюминий без участия аргона, заканчивались тем, что металл начинал гореть, покрывался окислением, а электродуга немедленно прерывалась.
Чего же смогли добиться изобретатели, и что представляет аргонная сварка алюминия на сегодняшний день?
Упрощенно процесс выглядит таким образом. Сначала на деталь посредством спецоборудования (сварочного аппарата) подают «массу», так же как и при обычной электросварке.
Аргонодуговая сварка неплавящимся электродом происходит следующим способом: «масса» подается на свариваемую деталь подобно обычной электросварке.
Сварщик, если подразумевается ручная аргонодуговая сварка, в правой руке держит горелку, а в левой — проволоку (присадку).
Процесс аргонной сварки — схема
При сварке алюминия, естественно, берется алюминиевый аналог или же специальные сплавы. Включается горелка нажатием кнопки, далее подается ток и газ.
Меж кончиком электрода (неплавящегося) и деталью возникает электродуга. Она и исполняет роль основного инструмента, и деталь плавит, и присадочную проволоку.
Собственно она оплавляет и край необходимой детали, и присадочную проволоку, тем самым, формируя сварочный шов. По сути, после окончания работы 2 половины детали превращаются в одно целое.
Как работает аргонная сварка понятно и, на первый взгляд, в ней нет ничего сложного. Технология давно взята на поток, а эффективность ее давно доказана. Но это лишь на первый взгляд.
Проведение аргонной сварки требует опытного сварщика и надежного аппарата, как с хорошей производительностью, так и с превосходными характеристиками.
Времени для того, чтобы набить руку в данном деле потребуется также немало.
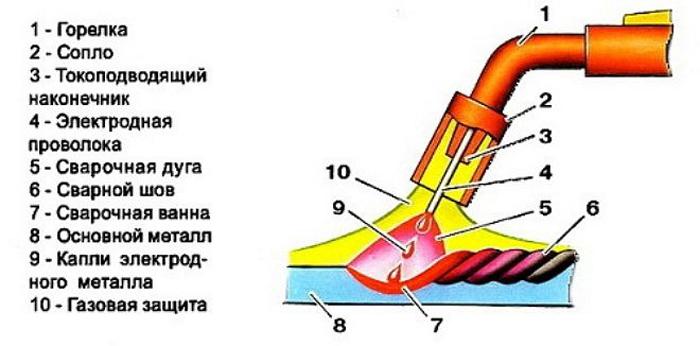
При сварке в защитных газах плавлением в роли основного инструмента применяют мощную электрическую дугу.
Электроэнергия в дуге преобразуется в тепловую. В атмосферных условиях зона сварки обязана быть надежно защищенной от насыщения металла шва азотом и кислородом воздуха.
Защитные газы, которые подаются через сопло, вытесняют воздух и защищают, таким образом, сварочную ванну и электрод.
Заполнение зазора между объединяемыми кромками (при разделке кромок) в зону плавления осуществляет присадка для аргонной сварки либо электродная проволока.
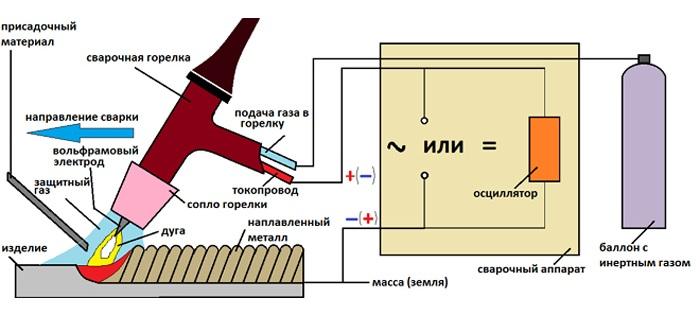
Принцип работы аргонной сварки неплавящимся вольфрамовым электродом в защитном газе.
Именно он не дает алюминию гореть. Место сварки и защищает аргон.
Аргонная сварка является гибридом электро- и газовой сварки . От первой она получила электродугу, а от газовой – схожую методику работы сварщика.
Далее рассмотрим, какое же оборудование и сварочные аппараты предполагает гост аргонодуговой сварки.
Оборудование и сварочные аппараты
ГОСТ под номером 5.917-71 предполагает выпуск для аргонной сварки неплавящимся электродом промышленностью горелок вида РГА-150 с массой в 0,35 кг на наибольший сварочный ток 200А с естественным охлаждением для аналогов с Ш 0,8-3,0 мм.
Он же предполагает выпуск горелок РГА-400 на наибольший сварочный ток 500А с массой в 0,625 кг с водяным охлаждением для электродов с Ш в 4,0—6,0 мм. Имеются требования и по поводу керамических сопел для подобной сварки.
Напомним, керамическое сопло для аргонодуговой сварки представляет собой, так называемую расходуемую часть горелки, отвечающую за качество процесса газовой защиты (местной).
По форме различают такие разновидности сопел, как цилиндрические, конические, а также профилированные. Не секрет, что чем больше керамическое сопло, тем наилучшую защиту оно способно обеспечить.
Обычно при работе в помещении используют цилиндрические либо конические аналоги, а вот при работе на открытом воздухе применяют профилированные либо цилиндрические модели сопел с более крупным диаметром отверстия (выходного).
Отметим, что сопла удлиненные применяют, как правило, в труднодоступных местах.
Виды оборудования
Уточним, аргонную сварку, в зависимости от уровня механизации, подразделяют на несколько видов:
- ручную;
- механизированную;
- автоматизированную;
- роботизированную.
Соответственно разным будет и оборудование для аргонной сварки и, конечно, стоимость аргонной сварки.
Разновидности оборудования по видам
При ручной сварке , и перемещается горелка для аргонодуговой сварки, и подается сварочная проволока самим сварщиком, а сварные работы осуществляют, применяя вольфрамовые электроды (неплавящиеся).
При механизированном виде горелку держит сварщик, а вот проволоку — присадочные прутки для аргонодуговой сварки подают уже механизировано.
При автоматизированном виде , и перемещение горелки, и подача проволоки полностью механизирована. Здесь уже присутствует не сварщик, а оператор.
Последний не нужен, если применяется роботизированное оборудование для аргонодуговой сварки
Сварочные аппараты
Рассмотрим оборудование, а точнее сварочные аппараты для аргонодуговой сварки, которые используются при выполнении работ в инертных газах.
Их подразделяют на:
- специальное;
- универсальное;
- специализированное оснащение.
Если рассматривать универсальный сварочный аппарат для аргонной сварки, то он выпускается серийно и наиболее востребован потребителями.
Инверторный сварочный аппарат для аргонной сварки
Подобную сварку в большинстве случаев выполняют в производственных условиях на специально оснащенных рабочих местах, именуемых «сварочными постами».
Установки с применением вольфрамового неплавящегося электрода в среде аргона оборудуют такими элементами:
- источником тока — постоянного/переменного;
- горелкой либо комплектом последних, предназначенных для работы с разными токами;
- устройством, которое обеспечивает начальное возбуждение дуги либо стабилизирующим дугу тока (переменного);
- аппаратурой, управляющей сварочным циклом, а также его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
На сегодня, известны и новые методы аргонной сварки, которые создавались с целью расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений, а также для улучшения провара.
Инновационными считаются нынче работы пульсирующим током. При импульсе тока металл расплавляется, во время паузы кристаллизуясь.
Дуга с постоянной скоростью либо шагами перемещается, и эти перемещения синхронизируются с импульсами тока (сварочного).
Вместе с этим обеспечивается и действенное проплавление во всех без исключения положениях (пространственных), нечувствительность к небольшим недочетам, которые допустимы при сборке.
Такое снижение тока не допускает перегрева металла, и потому деформации в итоге практически исключаются.
Используется и подогрев проволоки (присадочной). Уточним, данная методика значимо влияет на производительность и потому купить аппарат аргонной сварки, использующий подобное усовершенствование — мечта многих.
Довольно эффективным способом получения швов без подреза при высоких скоростях сварки металла считают одновременное применение сразу нескольких электродов из вольфрама.
Ничего особенного для осуществления данных разновидностей процесса не нужно. Требуется всего лишь стандартное оборудование для аргонной сварки и так называемые дополнительные блоки.
Самым востребованным устройством для аргонной сварки, которое успешно применяется и на производстве, и в быту, выступает инверторный аппарат.
Отметим, что цена аппарата аргонной сварки относительно невелика, в отличие от услуг профессиональных сварщиков-аргонщиков.
Потому применение подобного инвертора — оптимальный вариант, т.к. разобраться с его принципом работы может и начинающий сварщик, а при необходимости часто проводить сварочные работы подобного типа гораздо выгоднее освоить все премудрости данного процесса своими силами.
Делаем своими руками
Чуть выше мы выяснили, что аргонная сварка своими руками – это выгодно и вполне возможно. Рассмотрим, что же представляет собой схема аргонной сварки своими руками.
Если приобретен инверторный сварочный аппарат либо трансформаторный аналог для аргонной сварки, то составить полный комплект можно посредством:
- горелки;
- баллона с аргоном;
- редуктора и клапана газа;
- сварочной маски.
Аргонная сварка своими силами предполагает, и знание основных правил, которые необходимо соблюдать при использовании инертного газа — аргона.
При применении неплавящегося электрода, его нужно держать по возможности ближе к поверхности конструкции, которая варится. Это позволяет получать дугу с минимальными параметрами.
Помните, что увеличение дуги, как правило, приводит к снижению глубины проплава и соответственно росту ширины шва. В свою очередь это приводит к значительному снижению качества соединений (сварных).
Выполняя аргонную сварку, нужно постараться совершить всего лишь одно единственное движение вдоль шва. Перпендикулярные шву перемещения в данном случае крайне нежелательны.
Если все выполняется верно, то в итоге получаем и эстетичное, и прочное соединение. В этом, собственно и кроется качественное отличие данной технологии от сварки электродами покрытыми.
Важным условием хорошей сварки является контроль за тем, чтобы сам электрод, а также присадочная проволока ни в коем случае не выходили за границы газовой защитной зоны.
Желательна плавная подача проволоки, в первую очередь, для того, чтобы избежать разбрызгивания металла.
Проволоку при работе с вольфрамовым электродом подают впереди горелки. Напомним, поперечные колебания не допустимы.
Заварку кратера при окончании работы производят при понижении силы тока посредством реостата. Не допустимо завершать процесс сварки обрывом дуги, попросту отводя горелку.
Такой прием снизит защиту шва. Подача газа может быть прекращена лишь через 10 секунд после завершения сварочных работ.
Если говорить о начале подаче газа, то временной период составляет, как минимум 20 секунд до начала выполнения работ.
Следует помнить и о том, что перед началом работ, все поверхности свариваемых конструкций обязательно очищают и от жира, и от грязи посредством механических (химических) методов, а также проводят обезжиривание.
Цены на услуги и оборудование
Услуги аргонной сварки (профессиональные) сегодня совсем не дешевы. Что говорить, если цена за сантиметр аргонной сварки колеблется в диапазоне от 25 и до 100 рублей (все зависит от мастерства сварщика, качества оборудования и нюансов предполагаемой работы).
Потому, такое решение, как купить аргонную сварку — вполне объяснимо. Тем паче, если человек настроен решительно и многое в этой жизни делает собственными руками…
Цена аргонной сварки, само собой, зависит от того, по какой именно технологии она будет производиться, и какому именно мастеру вы доверите, несомненно, ответственное мероприятие.
Так, к примеру, для того чтобы максимально удешевить данный процесс наиболее рациональным решением будет купить аргонную сварку для алюминия.
Хотя, справедливости ради, стоит заметить, что с экономической точки зрения подобный выбор оправдан лишь в одном случае — если необходимость производить сварку у вас возникает действительно часто.
В противном случае цена аргонодуговой сварки для вас более доступной будет (при единоразовой необходимости), если вы поручите ее профессионалу.