Как правильно точить сверла по металлу видео
Как правильно точить сверла по металлу видео
Как заточить сверло по металлу в домашних условиях
 Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Износ сверла
 Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.
Для того чтобы продлить сверлильному инструменту срок эксплуатации и вернуть правильную геометрическую поверхность, выполняется такая процедура, как его заточка. Любой мастер, который часто работает с дрелью, должен знать, как правильно затачивать сверла по металлу.
Техника безопасности
Описанные ниже работы являются травмоопасными, поэтому требуется соблюдать определенный свод правил:
 Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.- Перед включением станка нужно убедиться в надежной фиксации наждачного круга.
- Заточку нельзя проводить на весу, нужно опирать инструмент на подручник.
- В случае переломов сверла, оно может разлететься на мелкие осколки, помимо этого в процессе работ производится много абразивной пыли и высекаются снопы искр. Учитывая это, все работы следует проводить в защитных очках и маске.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
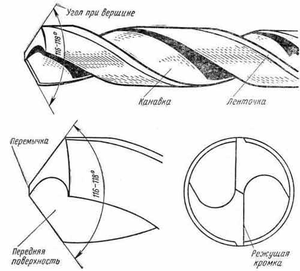
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Как видно, чем мягче материал, в котором требуется просверливать отверстие, тем тупее должен быть угол. Так, для нержавеющей стали достаточно — 118°, а для более мягких металлов угол достигает — 140°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
 Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
В процессе заточки следует стараться выдержать изначальную заводскую поверхность задней части, чтобы она сохранила заданные ей углы. После заточки желательно провести доводку, что позволит сгладить поверхность и убрать мелкие зазубрины.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
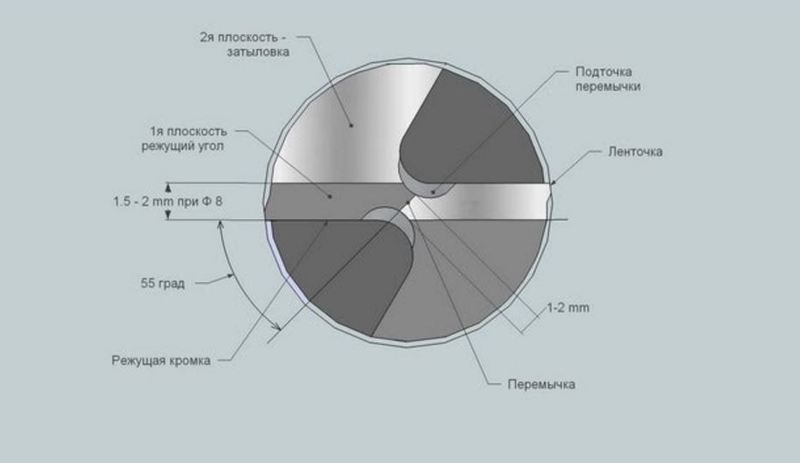
Подточка поверхности
 Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Применение специальных приспособлений
Процесс заточки по указанной выше методике подходит для инструмента диаметром не более 10 мм. Для того чтобы качественно наточить сверла большего размера, особенно если они имеют сложную форму или дополнены специальными твердосплавными напайками, лучше применять станок со специальным приспособлением.
Использование данного оборудования позволяет контролировать угол заточки, а выполнение работ будет происходить максимально безопасно для мастера. Применение таких точильных станков рекомендуется для заточки инструментов, которые:
- Применяются для сверления глухих отверстий, для них характерно снижение усилия резки по оси.
- Характеризуются повышенной прочностью и качеством сплава.
- Применяются для проделывания очень глубоких отверстий.
- Отличаются незначительной величиной подточки.
 От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
Передвижения обрабатываемого инструмента выполняется за счет привода, соединенного с двигателем. После закрепления сверла в колонне, она сама подводится к кругу и все углы, которые требуется сформировать, будут выдержаны автоматически. Недостатком такого станка является то, что он имеет большие габариты и высокую стоимость, поэтому его приобретение нецелесообразно для домашнего применения.
Насадка на дрель
Одним из компактных приспособлений для наточки сверла является цилиндрический насадочный станок, который закрепляется на рабочем вале обычной дрели, от которого приводится во вращение точильного круга насадки. С другой стороны цилиндра находится специальная крышка с отверстиями различного диаметра, в которые устанавливается режущая часть нужного для заточки сверла.
Данная насадка проста в применении, обращение с ней не требует специальных навыков, а сверла, прошедшие заточку на ней, сохраняют все свои геометрические параметры.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
 Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Заточка сверла по металлу: как правильно заточить сверло в домашних условиях
Качественно выполнить обработку металла (в том числе просверлить отверстие в металлической детали) невозможно без использования инструмента, механические характеристики и геометрические параметры которого соответствуют требуемым значениям. Именно поэтому вопрос о том, как заточить сверло по металлу правильно, актуален для домашних мастеров, которые часто работают с таким инструментом, изнашивающимся (что естественно) в процессе эксплуатации.
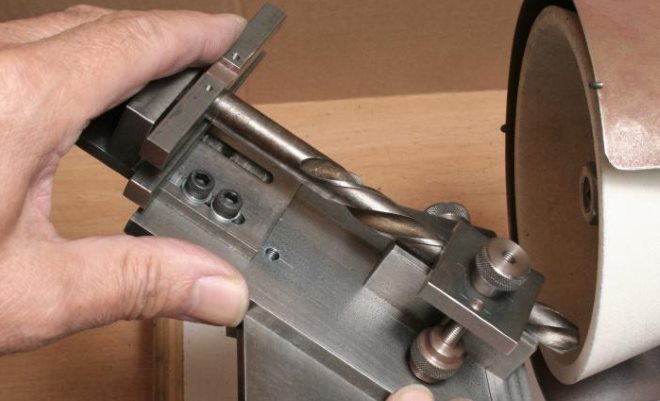
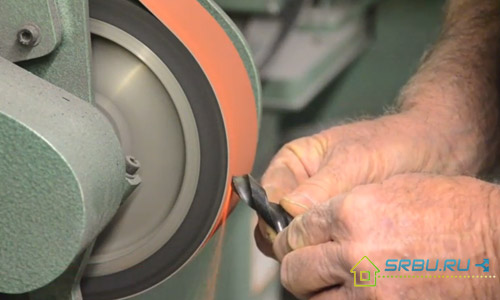
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Затачивать сверла, предназначенные для работ по металлу, приходится значительно чаще, чем те, при помощи которых выполняется обработка древесины. При обработке такого мягкого материала, каким является древесина, сверла практически не затупляются и могут успешно эксплуатироваться очень длительное время, полностью сохраняя свои первоначальные характеристики. Совсем иначе обстоит дело со сверлами, при помощи которых выполняются отверстия в деталях из металла. Следить за состоянием таких сверл надо постоянно и сразу принимать меры, если их рабочая часть подверглась износу.
О том, что сверло по металлу необходимо наточить, свидетельствует целый ряд признаков:
- скрип и гул, издаваемые изношенным инструментом;
- интенсивный нагрев сверла в процессе его использования;
- низкое качество создаваемых отверстий.
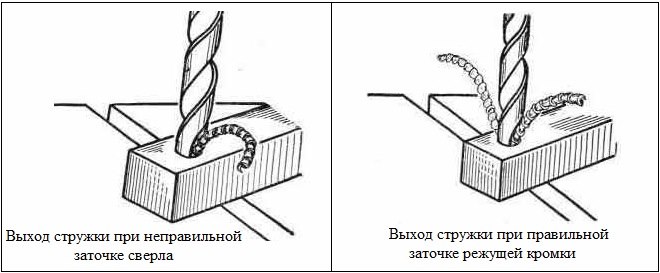
У сверла с разной длиной режущих кромок работает только одна сторона и стружка выходит по одной спиральной канавке
Работа изношенным сверлом является не только неэффективной, но и небезопасной. В любой момент такое сверло, на рабочую часть которого приходятся значительные нагрузки, может сломаться, а его отдельные фрагменты, разлетающиеся в разные стороны с большой скоростью, могут нанести серьезную травму.
Параметры заточки сверл
Как в производственных, так и в домашних условиях сверла по металлу можно заточить на наждачных станках, оснащенных точильным кругом соответствующей твердости. Лучше всего в таких случаях использовать серийное оборудование. Если же его нет в наличии, то точить сверла можно и на устройствах, изготовленных своими руками. Следует иметь в виду, что характеристики данного оборудования, а также приспособлений для заточки сверл, используемых с ним в комплекте, во многом определяют качество такой процедуры.
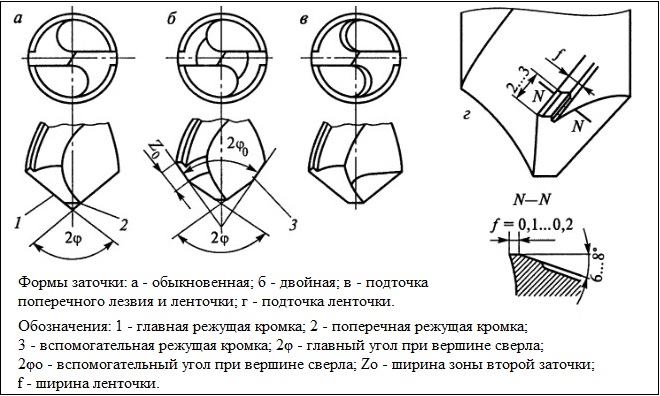
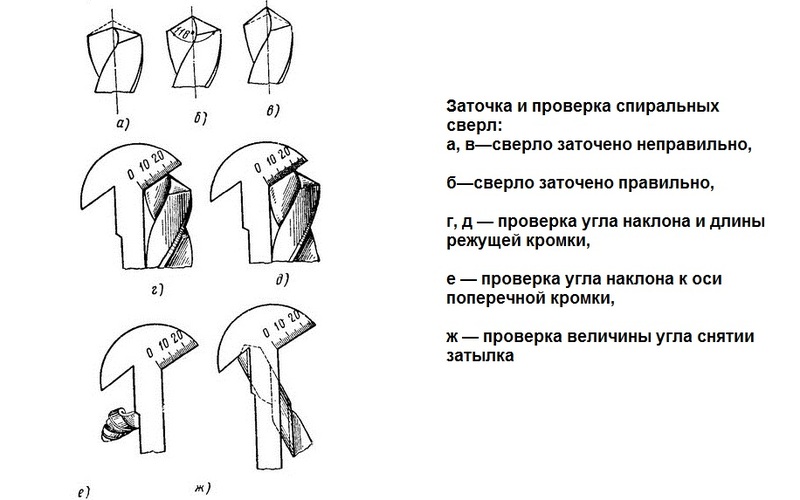
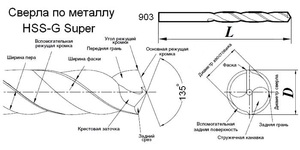
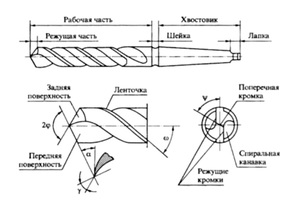
Основные формы заточки спиральных сверл
Наиболее важными параметрами, которые следует учитывать, чтобы правильно заточить сверло по металлу своими руками, являются:
- угол, под которым задняя часть инструмента располагается к плоскости сверления;
- угол заточки передней поверхности режущей части;
- длина поперечной перемычки на режущей части;
- угол при вершине режущего инструмента;
- длина режущих кромок.
Основные параметры заточки сверла
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым углом. Для решения этой задачи используются различные приспособления, которыми оснащаются точильные станки.
Следует иметь в виду: если заточка сверла по металлу будет выполнена неправильно, это может привести не только к некачественному результату, но и к поломке инструмента.
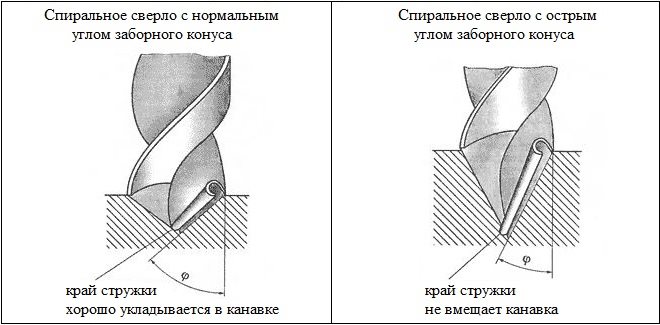
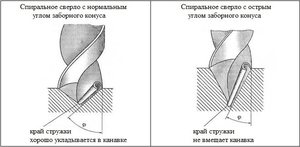
Влияние угла при вершине на правильное образование стружки
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.

Стойка для заточки сверл устанавливается рядом с абразивным диском и позволяет затачивать режущую кромку под точным углом
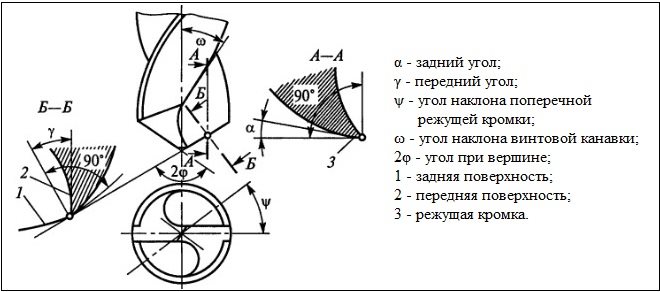
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.

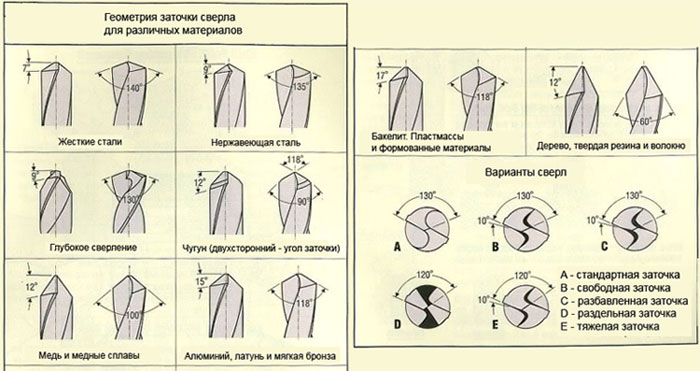
Таблица 1. Углы при вершине сверла в зависимости от обрабатываемого материала
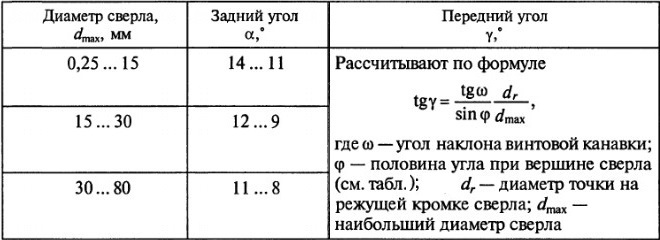
Таблица 2. Задние и передние углы сверла
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
Практические рекомендации
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента. Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.

Точность заточки в специальном приспособлении достигается точной подгонкой и надежной фиксацией сверла в оправке
Точильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности абразивного круга. Именно поэтому в конструкции такого приспособления имеется специальная опорная плита. На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент. Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.

Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.

Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.

При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
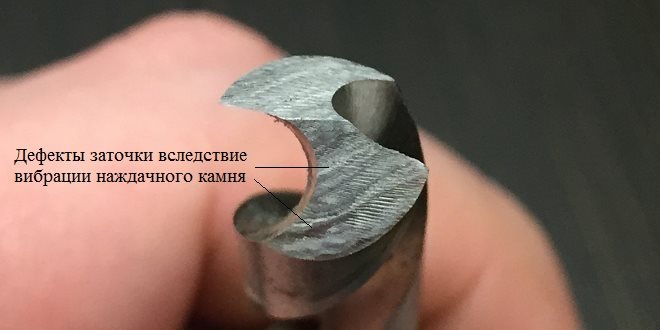
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Для того чтобы подробно познакомиться с правилами и методами заточки сверл по металлу, лучше не ограничиваться только теоретическим материалом, а изучить соответствующие видео. Показанный во всех подробностях технологический процесс позволит вам заточить свой инструмент качественно и быстро.
Как правильно заточить сверло
Существуют варианты заточки сверла для сверления отверстий в разных материалах и один универсальный
Работа тупым сверлом раздражает и практически невозможна, а заточить его можно легко и быстро. Но важно понимать, что просто заточить сверло – это пол дела, ведь для каждого отдельного случая нужен свой вариант заточки.
Если вы работаете сверлами по металлу, то неизбежно настанет время, когда их нужно будет затачивать.
Конечно, можно купить новое, но при покупке нового сверла в ближайшем ларьке торгующим всем чем угодно, велик риск наткнуться на не очень хороший товар. При наличии качественного, но затупившегося сверла выбрасывать его то же самое, что выбрасывать автомобиль, когда в баке закончилось топливо.
Если сверлить нужно много, то и затачивать сверла придется часто.
Способов заточки существует достаточно много, как и типов заточки. Сверло можно заточить пилочкой для ногтей, держа ее ногами, или с применением программируемого станка для заточки сверл стоимостью в несколько десятков тысяч евро. В этой статье будет рассмотрен более простой и доступный метод.
Для того чтобы привести сверло в рабочее состояние достаточно заточного станка, который есть во многих гаражах и самых маленьких домашних мастерских.
Не забываем о технике безопасности:
Заточной станок должен быть оборудован защитным кожухом и подручником;
Зазор между абразивным кругом и подручником не должен превышать 1-1,5 мм;
Работать в защитных очках и без перчаток, наушники и респиратор приветствуются.
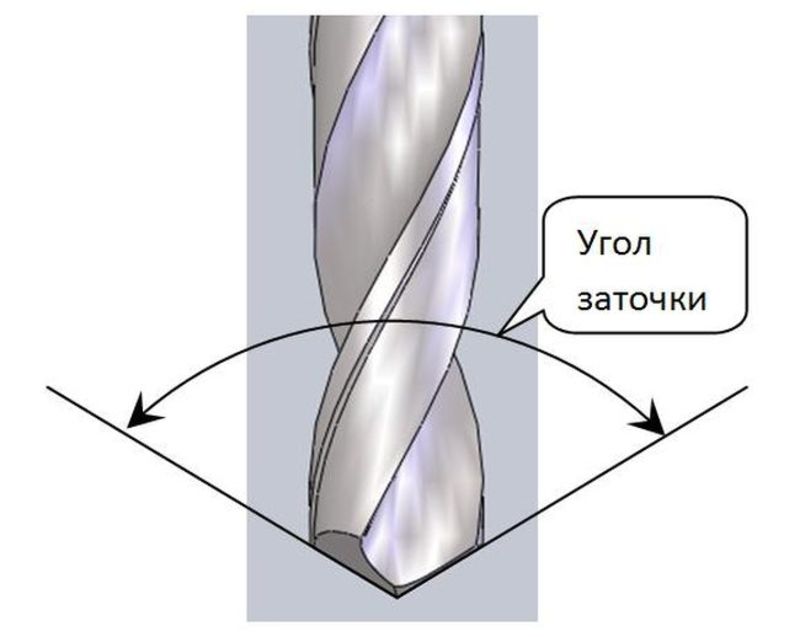
Стандартный угол заточки(угол при вершине) составляет 116 ˚ -118 ˚ , но в зависимости от материала который необходимо сверлить может отличаться на 30% в большую или меньшую сторону. Для удобства можно принять угол при вершине равным 120˚.
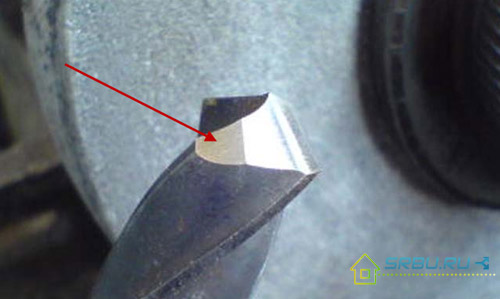
Для врезания сверла в материал необходимо чтобы задняя поверхность была ниже режущей кромки. Перемычка мешает внедрению сверла в материал, поэтому нуждается в подрезке.
Собственно сам процесс заточки заключается в шлифовании задней поверхности до получения острой режущей кромки.
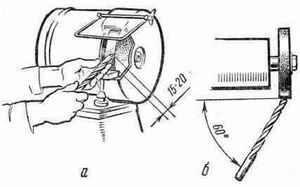
Для правильного расположения сверла относительно заточного круга можно провести маркером линию под углом в 60˚ относительно рабочей поверхности заточного камня. Эта линия будет служить ориентиром.
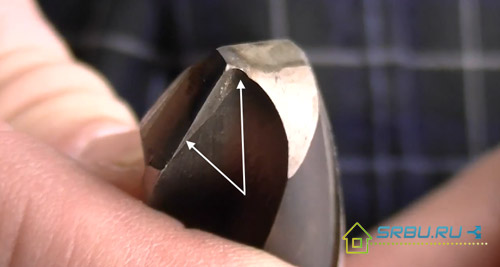
Сверло под заданным углом(в нашем случае 60˚) лежит на указательном пальце правой руки, большой палец придерживает сверло сверху. Левая рука держит хвостовик сверла. В начальном положении сверло держится параллельно плоскости подручника, а затачиваемая режущая кромка строго горизонтальна.Далее подводим сверло одной из режущих кромок к абразивному кругу до касания. Легко прижав, начинаем опускать хвостовик сверла не ослабляя прижима. Больших усилий прилагать не нужно, при необходимости сточить большое количество металла повторяем проводку необходимое количество раз. Обработав таким образом одну заднюю поверхность, поворачиваем сверло на 180˚ и повторяем описанные ранее действия. Повторяем до тех пор, пока режущие кромки не станут острыми и одинакового размера. Контролировать размер режущих кромок можно визуально или при помощи штангенциркуля. Иногда режущие кромки специально делают не одинакового размера, но об этом позже.
Дальше необходимо уменьшить размер перемычки. Для этого располагаем сверло вертикально, перемычкой к ребру заточного круга и легко касаемся ребра круга. Врезка в перемычку должна быть одинаковой с двух сторон. Полностью убирать перемычку не нужно. На свёрлах диаметром до 3мм перемычку как правило не подрезают.
После подрезки перемычки сверло готово к использованию. Если заточка сверла показалась вам сложным процессом, то качественно заточить сверла и другой инструмент можно в мастерской
На перемычку стоит обратить больше внимания.
Перемычка сверла работает в крайне тяжелых условиях, она не режет, а заминает материал. При этом значительно увеличиваются усилие необходимое для внедрения режущих кромок в материал. Для уменьшения прикладываемого усилия при сверлении и облегчения условий резания (уменьшения температуры и давления в зоне резания) нужно уменьшить величину перемычки. Этот момент можно хорошо прочувствовать когда необходимо рассверлить отверстие сверлом диаметр которого в три-четыре раза больше изначального отверстия. В этом случае перемычка не участвует в процессе резания и сам процесс сверления проходит гораздо быстрее и с меньшим усилием, нежели сверление сразу большим диаметром. Часто в продаже на новых сверлах можно увидеть что, многие производители при заводской заточке вообще не применяют подрезку перемычки.
Для этого есть несколько причин:
- Дополнительная операция при производстве обязательно повысит стоимость готового изделия;
- Во многих сверлах толщина центральной части увеличивается к хвостовику, это делается для увеличения прочности сверла. Соответственно на новом сверле величина перемычки не велика, и не оказывает существенного сопротивления при работе;
- При сверлении не твердых материалов перемычка не оказывает большого влияния на процесс сверления.
Но стоит отметить, что в продаже имеются сверла, где перемычка подрезана заводом-изготовителем.
Подрезку перемычки можно выполнять несколькими способами.
Подрезка перемычки плоскостью по задней поверхности со сведением в точку.
Подрезка производится на периферийной поверхности абразивного круга. Сверло располагается как показано на фото.
Ребро круга должно приходиться точно на перемычку. А сама перемычка перпендикулярна периферийной поверхности круга. После легкого касания и снятия небольшого количества металла необходимо произвести те же операции со второй задней поверхностью сверла. Повторяем до момента, когда перемычка не сойдется в точку.
Тем самым на месте перемычки образуется небольшая прямая режущая кромка.
Врезка ребром круга осуществляется в заднюю поверхность под небольшим углом (угол зависит от диаметра сверла) к перемычке. Важно не задеть торцевой поверхностью уже заточенную режущую кромку
Как и в первом случае, подрезка выполняется легкими касаниями до момента когда размер перемычки достаточно уменьшиться.
В отличие от первого типа на месте перемычки образуется не прямая, а изогнутая режущая кромка, которая в силу своей большей длины испытывает меньшие нагрузки при сверлении и более устойчива к затуплению.
Первый и второй тип подрезки можно считать универсальными. Они отличаются высоким самоцентрированием, что позволяет сверлить без предварительного кернения. Это очень выручает при сверлении отверстий ручным инструментом в труднодоступных местах.
Подрезка по передней поверхности.
Режущая кромка параллельна торцевой поверхности абразивного круга, а ось сверла перпендикулярна периферийной.
Данный тип подрезки применяется к свёрлам предназначенным для обработки материалов с высокой твёрдостью (чугун, закалённые стали ). Увеличение переднего угла приводит к возрастанию стойкости режущей кромки(повышается устойчивость к выкрашиванию).
Помимо стандартной заточки существует и специальные типы заточки.
При попытке просверлить листовой металл достаточно часто можно получить форму отверстия далекой от круглой. Это связно с тем что при сверлении тонкого материала перемычка сверла выходит из материала раньше чем в него погрузятся ленточки, в этот момент ничто не центрируют сверло. Поэтому для сверления тонкого листового материала нередко используется корончатая заточка.
Сверло, предварительно заточенное обычным способом располагают под углом 60˚ к периферийной поверхности круга. При этом ребро абразивного круга должно приходиться на 2/3 от внешнего края режущей кромки.
Движения аналогичны движениям при обычной заточке сверл, но к нему добавляется вращательное движение на угол 45˚- 60˚. При проворачивании сверла вокруг своей оси необходимо исключить возможность касания противоположной режущей кромкой шлифовального круга. Заточку можно считать законченной, когда вновь сформированные режущие кромки дойдут до края сверла. Равенство длин режущих кромок контролируется штангенциркулем. Центральный носик необходимо заострить на ребре круга.
Высота центрального носика недолжна быть слишком большой или малой, оптимально 1,5-3мм в зависимости от диаметра сверла.
Так же аналогичную заточку можно увидеть в заводском исполнении на сверлах, предназначенных для сверления древесных материалов.
При сверлении твердых материалов режущая кромка сверла испытывает серьезные механические и тепловые нагрузки. Нагрузка на режущие кромки при сверлении распределяется не равномерно. Большей тепловой и механической нагрузке подвергается периферийная часть режущей кромки сверла т.к. она проходит больший путь за один оборот сверла и снимает большее количество материала. Для того чтобы снизить нагрузку на режущую кромку можно прибегнуть к двухугловой заточке. Для этого сверло затачивается обычным способом на полный угол 130˚ -140˚ (угол при заточке 65˚ -70˚).
Далее под углом 35˚ -40˚ производится обработка до образования дополнительной режущей кромки размером 25-40% процентов от первоначальной. Таким образом, общая длина режущих кромок сверла увеличивается. Нагрузка на кромки соответственно снижается. Стружка становится более дробленой, что положительно сказывается на ее отведении, это особенно важно при глубоком сверлении.
Такая заточка хорошо себя показывает при обработке неоднородных материалов, твердых легированных сталей и чугуна.
При необходимости получить отверстие большего диаметра, чем имеющееся в наличии сверло можно применить ассиметричную заточку. Для этого на сверле, заточенном стандартным способом, одна из режущих кромок стачивается больше чем другая.
Применяя этот способ заточки можно получать отверстия на 5-10% больше чем номинальный диаметр сверла. После стачивания одной из режущих кромок производится пробное сверление, для определения диаметра получаемого отверстия. Изменяя отношение длин режущих кромок можно получать отверстия разного диаметра при помощи одного сверла.
Конечно, рассматривать ассиметричную заточку стоит как выход из положения при штучном производстве.
Как заточить сверло по металлу и бетону своими руками
Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным. Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно. Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла. В этой статье будет рассказано, как заточить сверло спиральное, а также сверло с твердыми напайками для сверления бетона.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
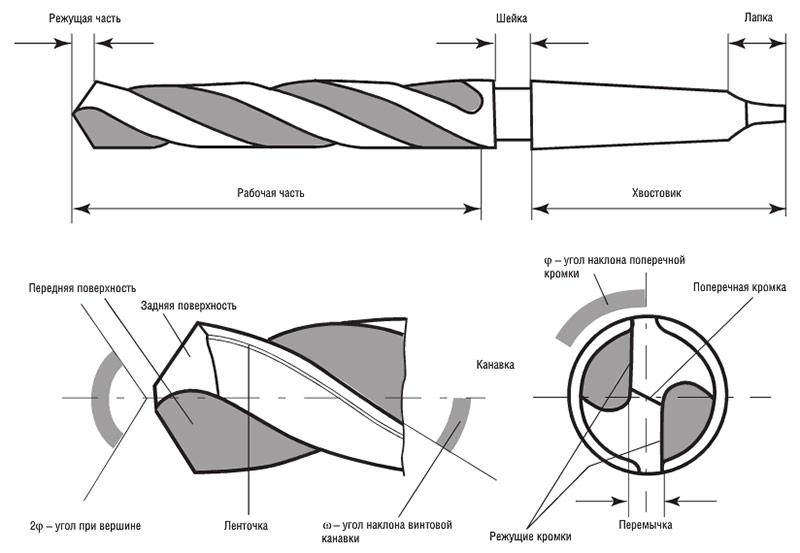 Основные составные части спирального сверла.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.

Подводи сверло режущей кромкой к шлифовальному кругу.

Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Затачиваем сверло по металлу правильно
Если вы знаете, [как заточить сверло по металлу], то вам не придется каждый раз обращаться к специалисту, и вы сами сможете поддерживать нужную остроту сверла.
Для заточки необходимо специальное приспособление, которое используют в профессиональной работе.
Однако если его нет, вы сможете собрать приспособление для заточки вручную и выполнять всю работу своими руками правильно.
Из статьи вы узнаете, как сделать станок, необходимый для заточки металла, а также — как правильно заточить сверло по металлу. Инструкция на видео поможет вам справиться с этой работой быстрее и сделать все правильно. Так же вы узнаете, как заточить корончатое, ступенчатое и другие виды сверл.
Подготовка к работе
Необязательно быть профессионалом, чтобы знать, как затачивать сверла по металлу. Для этого требуется острое приспособление, которое поможет поддерживать его в оптимальном для работы состоянии.
Поскольку проводить заточку устройства для металла приходится регулярно, если вы часто работаете с этим инструментом, некоторые предпочитают купить уже готовый станок для заточки, а не собирать его своими руками.
Самое эффективное приспособление для заточки корончатых сверл – станок, на котором установлен точильный камень.
Пользоваться им очень просто, и вам не понадобится сложных инструкций, чтобы приступить к работе.
Впрочем, некоторые нюансы того, как проводится заточка, перед началом процесса желательно знать: инструмент обрабатывают сзади по граням, при этом наиболее важную роль занимает угол, под которым располагается инструмент, когда подается к станку.
Если угол будет неправильным, то инструмент повредится и исправить его будет нельзя – придется покупать новое.
Во время заточки наибольшее внимание нужно уделить кромке, которая составляет режущую часть устройства – именно она должна быть наиболее острой, поскольку вступает во взаимодействие с металлическими деталями: винтами, перемычками и т.д.
Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками.
После этого нужно собрать необходимые инструменты, которые понадобятся вам, чтобы сделать точильный станок. Сделать его из подручных средств не удастся – придется посетить строительный магазин.
В первую очередь, вам понадобятся специальные круги, которые нужны для заточки.
На само приспособление нужно будет установить только один круг, но они довольно быстро приходят в негодность, поэтому рекомендуется покупать сразу несколько деталей, чтобы потом не тратить много времени на их замену.
Особенно это актуально, если вы используете инструмент постоянно – тогда затачивать его придется часто. Приобретенный круг устанавливается на вращающийся вал.
Помимо этих деталей, вам будет нужна жидкость для охлаждения – ею может быть вода или машинное масло. Также вам нужна емкость, в которую будет залита жидкость.
Если вы делаете все своими руками, то про жидкость нужно обязательно помнить, ведь во время процесса заточки инструмент сильно накаляется.
Если вы не сможете его охладить, то его свойства ухудшатся, и с каждым разом оно будет все быстрее выходить из строя.
Самодельный станок для корончатых инструментов должен иметь правильный угол, и это самая сложная часть в создании устройства своими руками.
Чтобы сделать угол верным, нужно произвести непростые расчеты, поэтому часто потребители решают приобрести уже готовый инструмент для заточки, чтобы сэкономить время и силы.
Самый важный угол находится спереди, он определяется, исходя из главной секущей плоскости.
Задний угол имеет параметры, аналогичные переднему, но в соответствии с задней плоскостью.
Для того чтобы определить, как располагается верхний угол, нужно посмотреть на устройство с боковой позиции: в правильном положении он располагается между первой и второй кромкой.
Обычно первый угол должен иметь наклон около 20 градусов, а задний – 10. Верхний угол имеет всегда одно и то же значение на всех устройствах: 118 градусов.
Перед работой нужно подготовить перчатки и очки, поскольку эта работа может быть травмоопасной.
Если у вас мало опыта в создании подобных станков своими руками, то следите внимательнее за тем, как расположен круг, ведь если его угол подачи будет неверным, то круг просто вырвется из рук.
Посмотрите видео о том, как собирать аппарат для заточки – оно очень поможет, если у вас мало опыта.
Процесс заточки и плюсы станка
Корончатое, ступенчатое и другие сверла затачиваются так же, в несколько этапов. Больше всего будет задействована задняя часть устройства.
Сначала нужно включить приспособление, оборудованное наждаком, и поднести к кругу ступенчатое допустим сверло, которое нужно заточить. При этом режущей частью ступенатое сверло должно быть направлено к точилу.
При работе сверло нужно держать очень крепко, чтобы оно не выскользнуло.
Если вы поднесли сверло правильно, то оно должно быть расположено параллельно механизму.
В этом положении останется только его заточить, и тогда вы получите качественный инструмент, который можно снова использовать.
Подобный способ заточки подходит только для небольших сверл, диаметр которых не превышает 10 мм.
Если диаметр сверла окажется больше, то нужно продлить и время, которое тратится на заточку, а также обратить больше внимания на переднюю сторону инструмента.
Как затачивать сверла с разным диаметром, смотрите на видео.
Чтобы произвести заточку корончатых сверл, диаметр которых более 16 мм, вам понадобится полноценный станок.
В этом случае работа своими руками будет дороже и дольше, однако использование станка сделает ее и более качественной, поскольку в этом случае можно легко выставить правильный наклонный угол.
![]()
![]()
Если вы часто пользуетесь сверлами разных размеров, то станок быстро себя окупит, т.к. затачивать их приходится постоянно.
Существует несколько характеристик корончатых и других сверл, которые можно затачивать только с помощью станка. Прочитайте их, прежде чем приступать к работе.
Во-первых, если ступенчатое или другое устройство предназначено для работы с глухим отверстием, где снижено осевое усилие резания, то затачивать такой инструмент нужно на станке.
Также дело обстоит со сверлами, предназначенными для работы с прочными металлами, либо инструментами, имеющими маленькую подточку, и предназначенными для сверления глубоких отверстий.
Правильный станок должен не только затачивать сверло, но также и ориентировать инструмент к обрабатываемой поверхности относительно точильного круга.
Именно поэтому станок оборудован точильной плитой, которая позволяет это сделать.
На точильной плите фиксируется само устройство, а также вал и двигатель, благодаря которым запускается станок.
Сверло станка устанавливается к поворотной колонке, которая так же расположена на опорной плите.
Плиту легко поворачивать так, как вам нужно и удобно – это еще один плюс в использовании полноценного устройства.
Запускается станок с помощью двигателя, поэтому колонку можно сделать из любого подшипникового узла, оборудованного валом.
На вал нужно будет зафиксировать крепление, куда будет установлено сверло для заточки. Фиксировать можно обычными болтами – они дадут инструменту необходимую надежность.
После того как вы установили сверло, можно включать станок: после запуска колонка автоматически подведется к кругу и развернет его задней частью, которая нуждается в заточке.
Такая система очень удобна, поскольку позволяет самостоятельно правильно выставить угол, который нужен для качественной обработки инструмента.
Крупные станки используют для обработки спиральных, корончатых и других сверл, который имеют диаметр более 16 мм, для более мелких инструментов можно использовать компактные насадочные станки.
С такими приспособлениями работать удобнее, т.к. их можно передвигать или устанавливать в то место, куда вам нужно.
Устройство подобного станка похоже: с одной его стороны находится узел для присоединения, отвечающий за установку дрели на шпиндель, а с другой располагается отверстие, в которое устанавливается сверло.
Работать с этим приспособлением своими руками гораздо проще: вам нужно зафиксировать сверло до упора, а затем запустить станок.
Самый простой, но наименее эффективный способ заточки инструмента – сделать это болгаркой, либо устройством, на котором установлен подвижный круг.
Этот способ может быть эффективен только в том случае, если вам удастся зафиксировать сверло в правильном положении, что довольно непросто.
Этот метод травмоопасен, поскольку во время работы сверло легко может соскользнуть с круга.
Пользоваться болгаркой имеет смысл только в том случае, если вам нужно обработать сверло с минимальным диаметром, и другие приспособления для этого отсутствуют.
К тому же, заточка болгаркой не подразумевает создания доводки, которая является очень важной частью процесса. Доводка нужна для того, чтобы сделать инструмент ровным и гладким.
При профессиональной заточке доводку делают обязательно, поскольку это повышает срок службы устройства.
Если у вас есть карбидно-кремниевый круг, то процесс доводки можно провести и своими руками в домашних условиях.
Несмотря на то, что процесс заточки сверла не слишком сложный, без специализированных устройств, хотя и своими руками это делать не рекомендуется, ведь можно не только повредить инструмент, но и нанести себе травмы, если не соблюдать технологию работы, либо использовать непредназначенные для заточки инструменты, например, болгарку.