Как правильно работать на рейсмусе
Как правильно работать на рейсмусе
Рейсмусовые станки – принцип работы и правильная наладка…

В принцип работы рейсмуса заложена методология плоского строгания доски. Основным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или же вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножиками, и, в итоге получаются детали, практически одинаковые по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, для того чтобы опрятно и точно снимать строго необходимый слой.
На сегодняшний день можно купить односторонний или же двусторонний рейсмус. У первых – присутствует один ножевой вал. В двусторонних моделях есть ещё и добавочный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка весьма схожи между собой. Нередко двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху, а так же для рейсмуса снизу.
Традиционно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае применения подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить необходимую конусность.
В некоторых моделях рейсмусовых станков для удобства пользователя фирмами-изготовителями увеличена длина стола. Именно поэтому, брус имеет существенную площадь опоры, а изделия обрабатываются намного точнее. Для того чтобы заготовка по столу нормально скользила, в них делают особые канавки, сокращающие силу трения. Подобные модели ранее применялись преимущественно на производстве, а на данный момент эти принципы обширно внедряются и в любительские рейсмусовые агрегаты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается при помощи подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок, а так же сравнительно большой глубине резания ухудшается качество обработанной поверхности. Именно поэтому, для того чтобы добиться гладкой поверхности, нужно делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если конечно же станком предусмотрена регулировка.
Рейсмусовый станок является одним из особенно высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки при помощи линейки и подъемника, и вся партия изделий будет идентичной, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 – 160 миллиметров, кроме особых станков, предназначенных для строго определенных видов работ.
О наладке рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Фактически любая неточность наладки спровоцирует дефекты обработки или же приведет к уменьшению эффективности станка. Чаще всего наблюдаются следующие упущения в наладке рейсмусов:
Перекос на рабочем столе.
Строгаемая поверхность не будет получаться параллельной фугованной стороне.
Рифленый валик располагается весьма низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания.
Строганные поверхности получаются с поперечными вмятинами.
Нижние валики подачи размещаются над уровнем стола выше, чем необходимо, на 0,1-0,2 миллиметра.
В результате этого имеет место вибрация обрабатываемого изделия под ударами ножиков, а более тонкие детали прогибаются. Строгание выходит непрямолинейным, а так же не таким гладким, концы изделий больше прострагиваются.
Задняя нажимная колодка на обрабатываемую деталь давит.
По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Поскольку ножи будут продолжать вращаться, строгается на поверхности детали одно место, то в результате здесь появляется желобок во всю ширину строгания.
Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки достаточно часто случаются во время, когда детали поступают в задние валики. Это случается при весьма низком размещении верхнего заднего валика, а так же при его слишком большом нажиме на материал. Причинами кратковременной задержки или же остановки детали бывают: недостаточный нажим на изделие подающих валиков, слишком высокое расположение нижних валиков, сильное засорение стола при обработке сосновых деталей смолой.
Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или же неисправностей эксгаустера.
По этим причинам на строганной поверхности появляются вмятины, иногда задержка детали.
Именно поэтому, при наладке рейсмусового станка необходимо помнить, что при существенном заполнении стола, например, при строгании широкого щита или же одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, так как в этих случаях сопротивление резанию существенно возрастает. При строгании узких деталей или же при маленьком заполнении стола необходимо уменьшить давление подающих вальцов, для того чтобы избежать смятия дерева.
В заключение…
К особенно распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- , а также криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок, оконных блоков. В том случае, если Вы планируете заниматься только плоскостным строганием, то Вам обязательно стоит отдать предпочтение именно – рейсмусу.
Рейсмусовый станок – что это такое, устройство, принцип работы, характеристики, для чего нужен?

В каждой столярной мастерской имеется станочный парк. Очень желательно, чтобы в наличии был рейсмусовый станок. Этот агрегат выполняет специфические функции в производстве изделий из дерева. Он может значительно облегчить и ускорить изготовление продукции.
Что такое рейсмусовый станок по дереву?
Древесина на производство поступает в виде распиленных циркулярной пилой досок, брусьев и так далее. Чтобы сделать из сырьевого материала годные к дальнейшему производству заготовки, нужно обработать поверхность более-менее гладко и выдержать размер. Деревообрабатывающий рейсмусовый станок предназначен для придания деревянной доске нужной толщины за одну проходку. Вторая функция – сделать поверхности параллельными. На выходе получается панель с двумя ровными, гладкими сторонами и с заданным размером в поперечнике.
Рейсмусовый станок по дереву – устройство
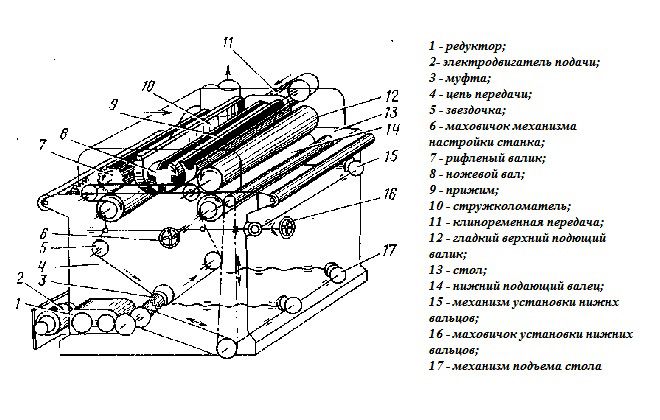
Агрегат имеет конструкцию, похожую на фуговальный, но с некоторым принципиальным отличием. Устройство рейсмусового станка по дереву состоит из следующих блоков и механизмов:
- массивная станина, на которую крепятся сборочные узлы;
- привод, состоящий из электродвигателя (один или два), звездочек, шкивов, приводных цепей и ремней;
- рабочая поверхность;
- подающие вальцы;
- вал с ножами;
- прижимной пружинный механизм;
- винтовое приспособление для выставления толщины резки;
- система отсоса опилок.
Рейсмусовые станки промышленного производства всегда оснащены массивной станиной из чугуна. Цилиндрический ножевой вал может иметь до четырех съемных лезвий, крепящихся в теле барабана винтами. Рабочий стол гарантированно имеет длину больше 0,1 м по требованиям ТБ. В зависимости от типа бывают подвижные и фиксированные. Вальцы осуществляют движение заготовки в процессе обработки.
Рейсмусовый станок по дереву – принцип работы
Режущие ножи устанавливаются сверху обрабатываемой детали. Агрегат протягивает заготовку подающими валами. Они установлены внизу. Возможен вариант монтажа сверху. Оператор только осуществляет начальную подачу и прием обработанной детали. Рейсмусовый станок по дереву для домашней мастерской имеет алюминиевую раму для снижения веса. Принцип работы тот же, что и у промышленного. Он не делает сторону ровной. Изначально кривая заготовка останется дугообразной формы, только будет откалибрована по высоте.
Рейсмусовый станок по дереву – характеристики
Для использования оборудования в работе необходимо знать его качества. Бытовой рейсмусовый станок по дереву имеет те же характеристики, что и агрегат для крупного производства, кроме позиции разнотолщинности. Показатели имеют различную величину в зависимости от марки. Для промышленных образцов существуют следующие основные значения:
- ширина обрабатываемой поверхности (до 800 мм);
- толщина (10-180 мм) и длина (до 400 мм) материала;
- максимальный снимаемый слой (4 мм);
- разница в толщине нескольких одновременно обрабатываемых деталей (4 мм);
- величина режущего вала в диаметре;
- скорость подачи заготовки;
- количество двигателей.
Для чего нужен рейсмусовый станок по дереву?
Первичной обработкой массива дерева является фугование. Рейсмусовый станок будет задействован во вторую очередь. Сначала строгают доску вращающимся валом с ножами, подавая вручную по поверхности стола. Это делает одну сторону ровной без изгиба и гладкой. Фуговальный станок имеет боковую плоскость, перпендикулярную столу. На ней обрабатывают боковину, образуя угол 90°. Прострогав две стороны, получают один прямой угол. Чтобы выдержать строгую перпендикулярность на остальных углах, необходимо провести на этом станке много дополнительных операций.
Быстрее, лучше и точнее выполнить доводку углов можно на рейсмусе. Он снимет ровно тот слой, который выставляют винтовым приспособлением. Станок откалибрует заготовку параллельно отфугованной стороне. Потом обрабатывают вторую боковину. За два прохода получается три прямых угла. Вот то, что делает рейсмусовый станок по дереву очень полезным в производстве. Завершать обработку рекомендуют прогоном через рейсмус отфугованной стороны для предотвращения коробления.

Чем рейсмусовый станок отличается от фуговального?
Оба станка очень похожи друг на друга. Рейсмусовый станок и фуговальный оба строгают. Однако они различаются по назначению и конструкции. Цель фуговального станка:
- первичная обработка одной стороны куска массива древесины до гладкого на ощупь состояния;
- придание поверхности заготовки ровной плоскости (без искривлений);
- фугование боковины детали с образованием прямого угла.
Конструкция этого станка предусматривает установку вала с ножами на столе. Режущие кромки располагаются снизу от детали. Подача осуществляется по плоскости стола вручную. При работе необходимо использовать специальный упор для проталкивания заготовки. Оператор вынужден с усилием нажимать на деталь до конца прохода, чтобы получить ровную поверхность.
Рейсмус предназначен для:
- калибрования толщины детали по заданной величине;
- обеспечения параллельности противоположных сторон.
Барабан с ножами располагается сверху от доски дерева. Такой способ обработки требует значительного усилия для подачи заготовки. Вручную ее уже не удастся пропихнуть, поэтому на станке предусмотрены верхние или нижние подающие вальцы. Движение детали в рабочей зоне происходит в автоматическом режиме. Это делает работу на рейсмусовом станке более безопасной и облегчает труд оператора. Недостатком станка можно считать то, что он не дает ровной плоскости.
Виды рейсмусовых станков
Существует много конструкций, предусмотренных для использования в различных условиях эксплуатации в зависимости от потребностей и объемов производства. По мощности различают:
- промышленный стационарный;
- мобильный для крупного производства;
- средней мощности для столярных мастерских;
- мини рейсмусовый станок по дереву.
По числу обрабатываемых поверхностей:
- односторонние;
- двухсторонние;
- многосторонние.
Станки с одной (верхней) плоскостью обработки применяются в быту и на небольших производствах. В класс профессионального оборудования входят агрегаты с двух- и многосторонним одновременным строганием плоскостей. Двухсторонние аналоги имеют два ножевых вала. Они работают сразу по двум противоположным сторонам за один проход. Многосторонние удобны тем, что могут создавать конфигурацию заготовки любой формы. К недостаткам относят сложность в обслуживании и ремонте. Однако рейсмусовый станок по дереву такого типа на крупных производствах полностью окупает все затраты.
Как выбрать рейсмусовый станок по дереву?
Зависит от условий эксплуатации и целей производства. Чтобы ответить на вопрос как выбрать рейсмусовый станок, нужно знать:
- мощность электродвигателя;
- функциональные особенности (сколько сторон обрабатывает);
- основные параметры обработки.
Узнав предварительные характеристики, можно рассмотреть конструкцию станка более детально:
- Цифровому дисплею отдается предпочтение.
- Подающие ролики из полимера не следят на древесине.
- Какого типа устройство ножевого механизма.
- Наличие удобных ручек облегчает переноску.
- Располагает ли рейсмусовый станок для дома системой удаления опилок.
Ножи рейсмусовых станков
Бывают разной формы исполнения в зависимости от конструкции вала. Он бывает с прямолинейным размещением ножей и с винтовым расположением. Вал второго типа врезается в древесину плавно, без удара. Позволяет добиться повышенного качества обработки, снижения шума при работе. Недостаток – сложность установки множества режущих элементов.
Ножи для рейсмусовых станков подразделяются на:
- плоские прямые с угловой заточкой;
- толстые двухслойные;
- тонкие серповидные для винтовых валов.
Рейсмусовый станок по дереву – рейтинг
Выбор делался по основным характеристикам и по отзывам владельцев, размещенных на нескольких профильных сайтах. Рейтинг рейсмусовых станков:
- Metabo DH 330. Двухсторонний станок на выходе дает зеркальные поверхности.


- Спец СРМ-2000. При остальных качественных характеристиках обладает малым весом, что удобно при работе вне помещений.

- Интерскол РС 330-1500. Имеются двусторонние ножи, которые можно менять местами и обходиться длительный срок работы без заточки.
- Кратон WMT 318. Обеспечивает надежную эксплуатацию без значительного ремонта при ежедневной работе до пяти лет.

Рейсмусовый станок по дереву своими руками
Агрегат вполне реально сделать в домашних условиях. План, как собрать рейсмусовый станок своими руками:
- Выбрать кинематическую схему.
- Разработать чертежи деталей и узлов (или найти в интернете готовые).
- Сварить жесткую металлическую раму.
- Смонтировать подающие вальцы.
- Узел с режущим валом оборудуют регулировочным винтом.
- Стол можно сделать из дубовой плиты и закрепить болтами к станине.
- Установить привод, подсоединив клиноременную и цепную передачи.
- Для системы отвода опилок можно использовать пылесос.
- Первый запуск производят на холостом ходу.
Как пользоваться рейсмусовым станком?
Правильная эксплуатация оборудования позволит получать отличные изделия долгое время. Рейсмусовый станок для дерева требует выполнения определенного порядка действий:
- Перед работой осмотреть внешний вид на предмет отсутствия видимых неисправностей.
- Убедиться в подключении вытяжки.
- Подать напряжение. Все лампочки, индикаторы и экран дисплея (если имеется) должны светиться.
- Дать поработать на холостом ходу.
- Регулировочным винтом выставить нужную толщину.
- Надеть защитные очки, включить станок, подать заготовку на вальцы.
- Принять выходящую деталь.
Фугование и рейсмусование без ошибок

Строгально-фуговальный и рейсмусовый станки работают схожим образом, снимая слой материала с пласти или кромки доски, поэтому назначение этих станков нередко путают. Оба они служат для выравнивания поверхностей пиломатериалов и придания им прямоугольного сечения, однако каждый из них используется определенным образом и выполняет разные операции. Строгально-фуговальный станок может сделать одну пласть доски плоской, а смежную кромку перпендикулярной к пласти, однако он не способен придать этой доске одну и ту же толщину по всей ее длине — это уже работа рейсмусового станка. Таким образом, строгально-фуговальный и рейсмусовый станки работают в связке. Получение плоских заготовок правильной формы начинается на строгально- фуговальном станке, поэтому сначала рассмотрим именно его.
Фугование: базовый этап в достижении успеха
Как работает фуговальный станок
Как видно из схемы фуговального станка (рис. 1), передний и задний столы разделяет цилиндрический ножевой вал. Передний стол установлен чуть ниже верхней точки окружности, описываемой ножами, задний стол находится с ней на одном уровне.
При подаче заготовки на ножевой вал ножи снимают ту часть материала, которая находится ниже плоскости заднего стола. Обработанная гладкая поверхность далее движется по заднему столу. При каждом следующем проходе удаляется очередная порция древесины, до тех пор пока вся обрабатываемая сторона доски не ста — нет плоской.

Вначале отфугуйте пласть
Перед фугованием взгляните вдоль кромки доски, чтобы проверить, нет ли продольного изгиба или коробления (рис. 2), а также, чтобы определить направление волокон. Для получения наилучших результатов строгайте покоробленную доску так, чтобы ее выпуклая сторона была обращена вверх (иными словами, доска должна опираться на ее края), а волокна были направлены вниз и назад (рис. 1). Если волокна будут направлены вверх, движущиеся ножи станут отрывать волокна, что приведет к скалыванию небольших кусочков заготовки (так называемым вырывам). Чтобы отфуговать пласть доски, настройте передний стол на глубину реза не более 1,6 мм. Положите доску на передний стол перед ножевым валом. Пользуясь толкателями, подавайте доску вперед. Направленное вниз усилие прижима должно обеспечивать только контакт доски с передним столом, но не более того (фото А). Чрезмерное прижимное усилие может распрямить продольную или поперечную покоробленность, и после ослабления прижима доска примет прежнюю форму.

Прижимайте доску толкателями. Основное усилие должно быть направлено на подачу доски вперед, а не на прижатие ее к столу.

Прикладывайте лишь небольшое усилие, чтобы обработанная часть доски сохраняла контакте задним столом. Обеими руками подавайте заготовку вперед.
Когда примерно 15 см доски пройдут над ножевым валом, перенесите вашу левую руку (и прижимное усилие) на конец доски, находящийся на заднем столе (фото В). Примерно в середине прохода переместите правую руку на обработанную часть заготовки и продолжайте равномерно подавать ее вперед, пока проход не будет закончен (фото С).

По мере необходимости перемещайте руки, чтобы прижимать обработанную часть доски к заднему столу. Проведите над ножевым валом всю доску.

Начертите мелом извилистую линию вдоль и поперек доски. Она поможет отслеживать ход работы. Когда линия исчезнет, доску можно считать плоской.
Не нужно удалять больше материала, чем необходимо. Чтобы контролировать результат, нанесите на доску мелом волнистую линию. Если доска имеет выраженную поперечную или продольную покоробленность, при первом проходе будет снято немного материала (фото D). С каждым последующим проходом доска будет становится все более плоской, а обработанная поверхность все более широкой. Если меловая линия исчезла, это значит, что доска стала плоской.
Выровняв опасть доски, пометьте ее, как показано в «Совете мастера».
Совет мастера

В процессе первичной обработки материалов бывает трудно запомнить, какая пласть доски уже обработана и какая из кромок перпендикулярна этой пласти. Поэтому после последнего прохода пометьте только что обработанную поверхность. Традиционно мебельные мастера ставят на отфугованной пласти закорючку, а перпендикулярную к ней кромку обозначают галочкой, острие которой направлено в сторону отфугованной пласти.
Затем обработайте кромку

Прикладывайте усилие в двух направлениях, прижимая доску к продольному упору и подавая ее вперед на ножевой вал. При работе с досками шириной менее 100 мм используйте толкатели.
После того как одна опасть доски выровнена, отфуговать кромку под прямым углом к опасти не составит труда. Выполняйте те же действия, что и при фуговании пласти, с одним лишь дополнением: подавая доску, как было описано выше, плотно прижимайте ее к продольному (параллельному) упору (фото Е). Если возможно, для предотвращения вырывов и сколов ориентируйте заготовку так, чтобы древесные волокна были направлены вниз и в сторону от направления вращения ножевого вала (рис. 1).
Пометьте обработанную кромку, как показано в «Совете мастера». Теперь, когда одна из пластей доски стала плоской, а одна из кромок — перпендикулярной этой пласти, настало время перейти к рейсмусовому станку.
Рейсмусование: делайте заготовки любой толщины
Как работает рейсмусовый станок
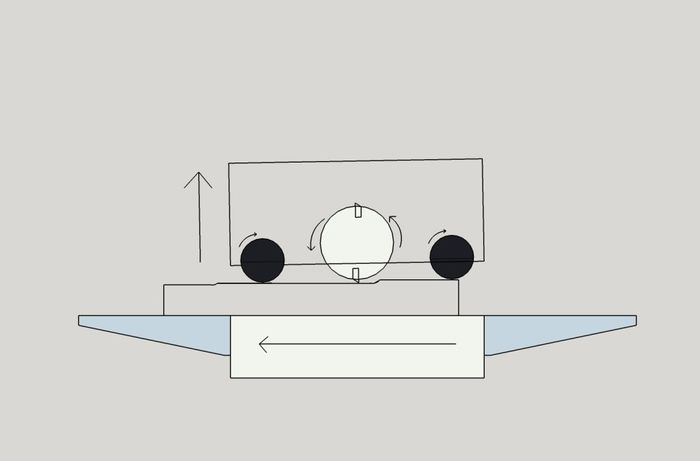
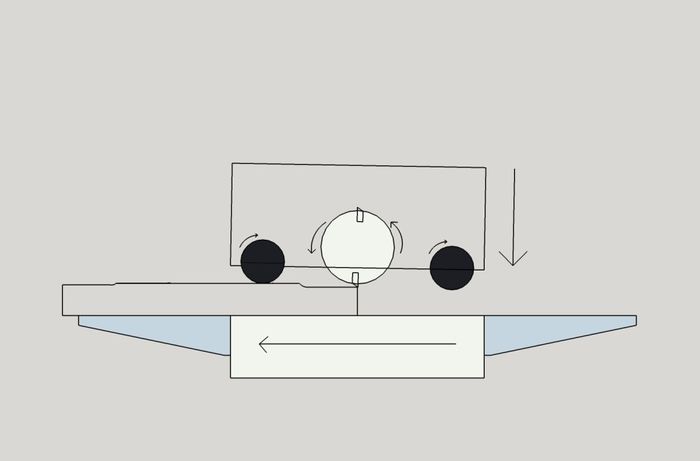
В отличие от строгально-фуговального станка, ножевой вал рейсмусового станка расположен над заготовкой параллельно столу (рис. 3). Опуская ножевой вал после каждого прохода, мы уменьшаем толщину заготовки и делаем ее одинаковой по всей длине.
Работая с рейсмусовым станком, не нужно управлять заготовкой во время прохода. Для этого используются подающие валы, расположенные по обе стороны от ножевого вала, которые прижимают заготовку и одновременно протягивают ее через станок. Вот почему так важно вначале отфуговать одну опасть заготовки. В отсутствие плоскости, благодаря которой доска могла бы базироваться на столе станка, подающие валы будут просто прижимать доску к столам, а ножевой вал остругает ее верхнюю пласть. Как только доска выйдет из станка, любая имевшаяся продольная, поперечная покоробленность или крыловатость появится снова.
Правда о рейсмусовании
При подаче заготовки в рейсмусовый станок также нужно учитывать направление волокон. Однако следует помнить, что та — кой станок обрабатывает доску сверху, поэтому правила здесь меняются на обратные. Чтобы уменьшить число вырывов, ориентируйте доску так, чтобы волокна шли вверх и назад (рис. 3).

Удаление за один проход слоя материала толщиной не более 0,8 мм также уменьшает риск появления вырывов. Если станок имеет две скорости подачи, выполняйте последние проходы на пониженной скорости — это даст более чистую поверхность. По этой же причине перед последним проходом рекомендуется установить глубину резания не более 0,4 мм.

Перед тем как пропустить короткую доску через рейсмусовый станок, приклейте к ней временно два бруска. В этом случае ступенька появится на брусках, а не на заготовке.
Небольшая глубина резания уменьшает и размер ступеньки, образующейся у концов заготовки. Чтобы дополнительно уменьшить размер ступеньки или устранить ее полностью, поддерживайте длинные доски руками или с помощью опор в начале и в конце прохода, чтобы они плашмя лежали на столах станка. При обработке коротких досок используйте подклеенные к ним сбоку вспомогательные бруски, которые удаляются после рейсмусования (фото F).
Если для острожки доски до необходимой толщины требуется снять более 3 мм материала, то после обработки верхней пласти переверните доску и обработайте ранее фугованную пласть. Попеременно обрабатывайте доску с обеих сторон до достижения окончательной толщины. Удаление примерно одинакового количества материала с каждой пласти делает заготовку более стабильной, уменьшая риск коробления.
Все еще возникают проблемы? Возможно, требуется настройка
Если вы строго следовали всем указаниям, но по-прежнему не видите хороших результатов, скорее всего, станок не отрегулирован. Даже самая совершенная в мире технология деревообработки не в состоянии это исправить. Если вы подозреваете, что со станками что-то не так, читайте статьи по настройке оборудования, опубликованные в нашем журнале.
Советы по работе с фуговальным станком

- Чтобы снизить количество отходов и повысить выход материала, перед фугованием распилите доски по длине и ширине, оставив припуск на дальнейшую обработку. Короткие и узкие заготовки имеют меньшую величину прогиба, и они могут быть обработаны за меньшее число проходов.
- Для получения более гладкой поверхности с меньшим числом вырывов снимайте за один проход слой материала толщиной не более 0,8 мм. Уменьшение скорости подачи также дает более чистую поверхность.
- При фуговании доски, имеющей крыловатость, прижимайте ее противоположные углы. Старайтесь удерживать эти углы прижатыми к столам и не раскачивайте заготовку, проходящую над ножевым валом. После нескольких проходов выровненные углы обеспечат устойчивую поверхность для базирования заготовки при фуговании оставшейся части.
- При фуговании двух заготовок для склейки по кромке обрабатывайте одну из заготовок, обратив к продольному упору ее нижнюю пласть (левое фото внизу), а другую — обратив к упору ее верхнюю пласть (среднее фото внизу). Если продольный упор станка не перпендикулярен столу, два угла взаимно скомпенсируют друг друга и склеенный щит будет плоским (правое фото внизу).

- Чтобы отфуговать пласть доски, ширина которой превышает возможности вашего станка, распилите доску вдоль пополам, отфугуйте каждую из частей, в том числе и кромки, полученные после распиловки, после чего склейте их по кромке, выровняв в одной плоскости отфугованные пласти. Продольный распил досок, имеющих сильную поперечную или продольную покоробленность или крыловатость, безопаснее делать ленточной пилой.
Рейсмус и фуганок. В чем разница и можно ли обойтись только одним станком?
Вопрос, чем отличаются рейсмусовый и фуговальный станки, очень часто возникает у новичков в столярном деле. Особенно у тех, кто не имел возможности в живую увидеть как работают эти станки в мастерской. И действительно, читая в интернете статьи или даже смотря видео, несведующему человеку зачастую сложно понять какая между ними разница. Ведь результат обработки и тем и другим станком кажется одинаковым – ровная поверхность деревянной заготовки.
В чем все таки разница?
Несмотря на то, что оба станка относятся к строгальному типу деревообрабатывающих станков, между ними существует существенная разница.
Фуговальный станок предназначен для прямолинейного строгания плоскости деревянных заготовок. Обрабатывающий узел станка – круглый ножевой вал с несколькими ножами. Вал смонтирован таким образом, что перемещая заготовку по горизонтальному рабочему столу, происходит строгание нижней стороны заготовки . Таким образом, нижняя сторона заготовки может быть идеально выровняна. Также, используя направляющую линейку (боковой упор), можно задать заготовке требуемый угол между нижней и боковой плоскостью. Помимо этого есть возможность обрабатывать кромку заготовки – снимать фаску, располагая направляющую линейку под углом к рабочему столу.
Рейсмусовый станок также предназначен для плоского простругивания заготовок и режущий инструмент также ножевой вал. Однако в отличие от фуганка, вал расположен сверху от заготовки , соответственно он обрабатывает верхнюю плоскость заготовки а не нижнюю. Нижняя же пласть заготовки упирается в рабочий стол. Таким образом рейсмусовый станок способен калибровать заготовку в размер по толщине .
Таким образом, получается, что фуганок и рейсмус имеют разные возможности: фуганок может выровнять базовую плоскость заготовки, но не может откалибровать заготовку по толщине, рейсмус же наоборот, имеет возможность придать заготовке требуемую толщину, но не сможет выровнять сторону заготовки, если только одна из сторон уже не выровняна до использования рейсмуса.
Говоря простыми словами, фуганок делает ровную базовую плоскость, а рейсмус делает вторую сторону заготовки параллельной первой стороне . Рейсмус не может сделать из кривой заготовки прямую, а фуганок не может откалибровать заготовку по толщине.
Классическая технология деревообработки предписывает наличие обоих станков в столярной мастерской . Их возможности отлично дополняют друг друга: сначала на фуганке задается прямая базовая плоскость, а затем рейсмусом задается необходимая толщина заготовки. На выходе, после такой обработки, получается заготовка ровная с обоих сторон и при этом одинаковой толщины по всей длине.
Можно ли избежать покупки обоих станков и обойтись только одним из них?
Этот вопрос возникает у новичков, сразу же после того, как они разбираются с первым вопросом. Вопрос, безусловно правильный, ведь купить один станок дешевле чем купить два, да и место в мастерской один станок займет меньше. И в общем-то, ответ на этот вопрос – да , в некоторых случаях можно обойтись только одним станком.
Во первых, перед покупкой станков стоит понять, какого рода изделия вы планируете делать в своей мастерской: для изготовления небольших изделий для дома из покупного мебельного щита можно обойтись вообще без этих станков, конечно если вы не планируете уменьшать толщину щитов и их кривизна для вас не критична. Для некоторых типов изделий вполне возможно, что вам понадобится только один из этих станков.
Во вторых, для каких-то типов работ фуговальный станок может быть заменен ручным электро рубанком. Также в интернете можно найти примеры множества самоделок для фугования и рейсмусования, в том числе рейсмус из тех же электро рубанков. Например, как в этом видео:
Еще один вариант избежать покупки двух станков – приобрести комбинированный вариант: фуговально-рейсмусовый станок, который сочетает в себе оба способа обработки. Вот пример такого станка:
Как избавиться от ступеньки после рейсмуса и почему она появляется
Сегодня мы с вами выясним, отчего при рейсмусовании на концах заготовки появляются ступеньки, и попробуем их победить!
Ступеньки на материале оставляют в основном станки бюджетного ценового сегмента, за счет более дешевых материалов и хлипкой конструкции. Давайте посмотрим, как это происходит.
Возьмем дубовый брусок с одной уже отфугованной ровной поверхностью.


Итак, просто пропустим его через рейсмус.



Посмотрим, что же вышло


Мда, результат, мягко говоря, не очень. Такую деталь уже не пустишь в склейку, так как получатся большие щели, да и вообще выглядит это некрасиво. Как же быть тем мастерам, которые не могут обзавестись профессиональным станочным парком? Можно брать заготовку длиннее, и затем обрезать 10-15 см драгоценного материала. Или… Давайте посмотрим, почему так получается, на примере замечательного рейсмуса Jet JPT-12.
Конструктивно аппарат состоит из двух частей – утяжеленного основания, и двигательного блока, перемещающегося вверх-вниз относительно основания по четырем стальным пилонам при помощи винтовой тяги.

Упрощенно его можно изобразить следующим образом:
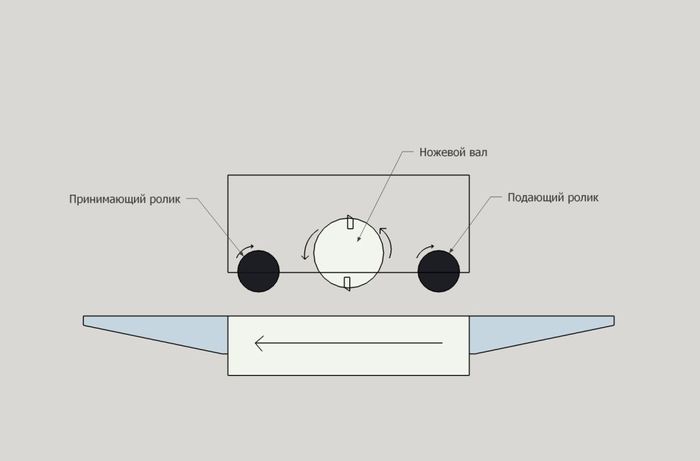
Подающий и принимающий ролики подпружинены мощными пружинами и имеют некоторый вертикальный ход. Когда мы заводим заготовку, подающий ролик с большой силой прижимает ее к столу. В этот момент происходит перекос всего двигательного блока.
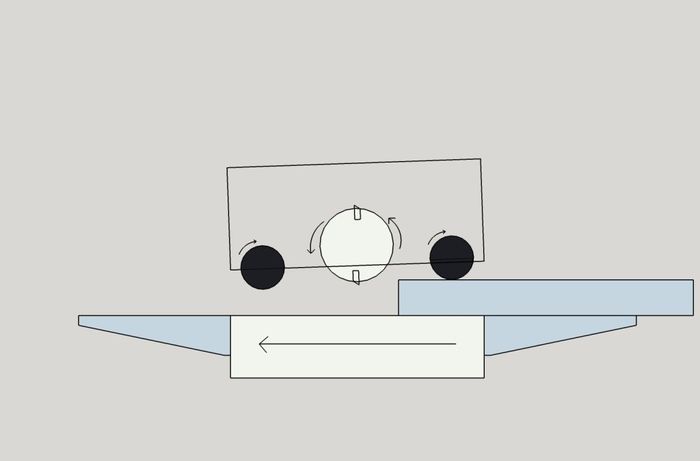
Слабое место кроется в узлах скольжения двигательного блока по четырем пилонам – там имеется небольшой люфт, благодаря которому и происходит скольжение. Он небольшой, но достаточный для появления перекоса. Далее заготовка добирается до ножей и начинается съем материала.
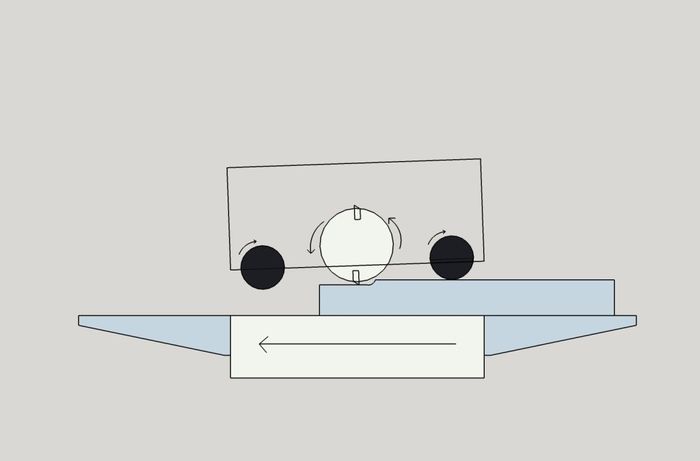
А вот когда заготовка подходит к принимающему ролику, по тому же принципу происходит обратная ситуация – двигательный блок выравнивается, и вал с ножами немного приподнимается над поверхностью, глубина съема материала уменьшается.
В этот момент мы и наблюдаем появление ступеньки.
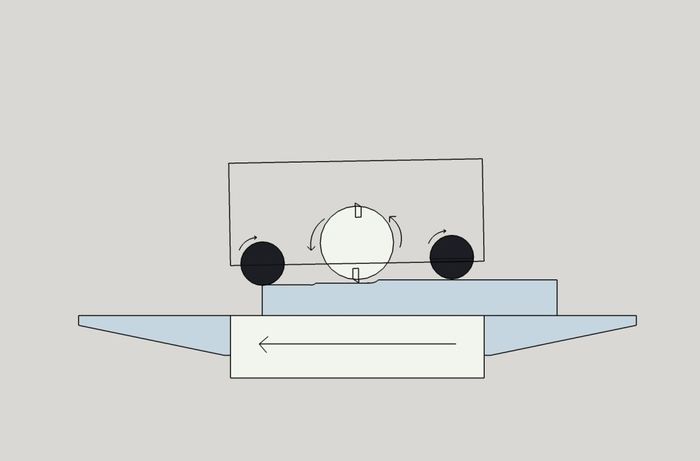
Далее все происходит в обратном порядке – подающий ролик соскакивает с заготовки, двигатель проседает и ножи глубже вгрызаются в материал, обеспечивая нам появление второй ступеньки.
Так как же бороться с этим? Способ очень простой – нам понадобятся. лишь два ненужных бруска одинаковой с заготовкой толщины.


Суть метода такова – запускаем один брусок вперед, ждем пока он окажется под двумя роликами сразу, выровняв тем самым двигательный блок, и пускаем нашу заготовку.



Следом с небольшим интервалом запускаем второй брусок. Он примет на себя проседающий двигатель.



Это все. Никаких ступенек


Метод предельно простой, но он позволит вам, не имея доступа к тяжелому профессиональному оборудованию, сделать несколько ровных прямых заготовок. Иногда этого бывает достаточно.

Сегодня мы с вами в который раз убедились, что светлая голова и прямые руки помогут выйти победителем в большинстве задач.