Как работать с полипропиленом
Как работать с полипропиленом
Монтаж полипропиленовых труб своими руками: технология работы с ПП трубопроводом

Решили сделать капитальный ремонт в квартире? Тогда стоит учесть, что без замены водопровода он будет неполноценным. Согласитесь, будет обидно, если сразу после ремонта одна из труб даст течь, и, чего доброго, затопите соседей. Отличной альтернативой устаревшим водопроводным коммуникациям являются пластиковые трубы.
Сделать пластиковую разводку отопительной системы или водопровода в квартире довольно просто. Чтобы провести монтаж полипропиленовых труб своими руками, требуется лишь набор специального оборудования и минимум технических навыков.
Далее мы расскажем, какие инструменты нужны для работы, и как их правильно использовать. Кроме того, в статье вы найдете информацию о том, как правильно составить схему разводки пластикового трубопровода, а также пошаговую инструкцию по сварке полипропиленовых труб. В помощь домашнему умельцу мы подобрали тематические видеоролики.
Анатомия полипропиленовых труб
Большинство полипропиленовых (ПП) труб одинаково только на первый взгляд. Более детальное их рассмотрение позволит заметить различия по плотности материала, внутренней структуре и толщине стенок. От этих факторов зависит сфера применения труб и особенности их монтажа.
Классификация ПП материала
Качество сварного полипропиленового шва и эксплуатационные характеристики труб во многом определяются технологией изготовления ПП.
Существуют такие разновидности деталей, исходя из материала их изготовления:
- PРН. Однослойные изделия, выполненные из гомополипропилена. Применяются в промышленных трубопроводах и системах холодного водоснабжения.
- РРВ. Однослойные изделия из блоксополимера ПП. Применяются при монтаже напольных отопительных сетей и холодных трубопроводов.
- PPR. Однослойные изделия, выполненные из рандомсополимера ПП. Применяются в системах водоснабжения и домашнего отопления с температурой воды до +70°С.
- PPS. Трудновоспламеняемый вид труб с рабочей температурой до +95 °С.
Существуют ещё многослойные армированные детали из ПП.

Они имеют дополнительную внутреннюю алюминиевую оболочку, которая резко уменьшает температурные удлинения, облегчая монтаж разводки и безопасность эксплуатации.
Минусом этих изделий является необходимость перед пайкой снятия верхнего полимерного слоя и алюминия на глубину проникновения трубы в фитинг.
Детальнее виды ПП труб по материалу изготовления и фитинги мы рассмотрели в другой нашей статье.
Как выглядит маркировка?
Выбрать требуемые трубы и фитинги для пластиковой разводки в строймаркете можно и самостоятельно. Нужно только знать условные обозначения маркировки.
Для определения сферы применения полипропиленовых изделий главным является показатель PN. Это показатель номинального давления в кгс/см2 (1 кгс/см2 = 0,967 атмосфер), при котором эксплуатационный ресурс не изменяется. Базовая температура теплоносителя при расчете принимается равной 20 °С.
В бытовой сфере применяются 4 основных типа ПП труб с различными показателями PN:
- PN10 – для холодного водопровода;
- PN16 – для холодного и для теплого водопровода;
- PN20 – для горячей воды и систем отопления;
- PN25 – для систем отопления, особенно центрального типа.
Изделия с PN25 часто имеют большую линейную длину, поэтому практически всегда армированы алюминиевой фольгой или прочным стекловолокном для меньшего расширения при нагревании. Рекомендуем детальнее разобраться с маркировкой ПП труб для отопления.
Внешний вид и внутренняя структура
Качественные ПП трубы имеют на срезе идеально круглую форму. Толщина стенок и армирующего материала должна быть одинакова по всей окружности, не должно быть разрывов алюминия или стекловолокна.
Армированная труба традиционно состоит из трёх слоев: внутреннего и наружного полипропиленового и среднего алюминиевого или стекловолоконного. Поверхности труб должны быть гладкими, без наплывов и углублений.
Цвет материала может быть зеленым, белым или серым, но от этого качество и характеристики труб совершенно не зависят.
Преимущества и недостатки ПП
Преимущества ПП труб при монтаже внутреннего отопления и водоснабжения очевидны и подтверждаются их безраздельным доминированием в этой сфере.
Свойствами, которые делают эту продукцию приоритетной для сборки внутридомовых коммуникаций, являются:
- бесшумность;
- прочность при ударах;
- легкость;
- устойчивость к коррозии;
- долговечность;
- герметичность соединений;
- дешевизна;
- невосприимчивость внутренних стенок к налетам.
Но полипропиленовые трубы обладают и негативными сторонами, которые доставляют неудобства при монтаже:
- отсутствие гибкости;
- сильное относительное удлинение при нагреве;
- необходимость наличия специнструмента при соединении отдельных изделий.
Специалисты, которые ежедневно проводят сборку ПП труб, давно выработали способы компенсации перечисленных недостатков, поэтому особых альтернатив полипропилену нет.
Подготовка к монтажу ПП труб
Водопроводную разводку с помощью одних рук и труб сделать невозможно, поэтому следует разобраться в схемах отопления и водоснабжения, необходимых инструментах, способах соединения и используемых материалах.
Сборка системы водоснабжения из ПП труб включает ряд традиционных этапов:
Как работать с полипропиленовыми трубами: всё про особенности проведения монтажных работ

Самостоятельная прокладка отопительных и водопроводных магистралей под силу не каждому. Но даже тем, у кого руки «растут откуда надо» не обойтись без теоретических знаний. Особенно это касается сложных процессов. Одним из таковых является монтаж полипропиленовых труб своими руками. Основная сложность заключается в сварке полипропиленовых изделий. От качества проведенных работ зависит надежность и долговечность магистрали. Сами трубы имеют высокую степень прочности. Поэтому неполадки с магистралью случаются только в связи с нарушением технологии сварки. Что из себя эта технология представляет сегодня мы и будем освещать.
Разновидности полипропиленовых труб и фитингов
Полипропиленовые трубы бывают неармированными и армированными. Первые из-за большого теплового удлинения применяются только для холодного водопровода. Армированные – могут быть использованы в системах подачи горячей воды, «теплый пол» и отопительных магистралях.
Для работы по монтажу трубопровода могут понадобиться:
- трубы, их диаметр варьируется от 20 мм до 160 мм;
- отводы 45° или 90°, необходимы для поворота трубопровода в нужном направлении;
- муфты, соединяют трубы между собой;
- тройники, служат для разветвления трубопровода в трех направлениях;
- крестовины, разветвляют трубопровод в четырех направлениях;
- переходники, для соединения труб разного диаметра;
- разъемные соединители, краны;
- втулки, заглушки;
- клипсы, для монтажа трубопровода.
Более подробно про виды труб вы можете узнать из видео:
Детальное описание сварочного процесса
Чтобы освоить процесс монтажа полипропиленовых труб необходимо изучить технологию сварки. Инструменты, необходимые для работы: маркер; измерительный инструмент; прецизионные ножницы, автоножницы или труборез; для армированных изделий шейвер; сварочный инструмент.
Как правильно подготовить полипропиленовую трубу?
При помощи рулетки отмеряют требуемый отрезок трубы. Маркером либо карандашом делают метку на изделии. По оставленной отметке делают разрез. В процессе резки, труба должна располагаться под прямым углом к лезвиям ножниц. Если нужно отрезать короткий кусок трубы располагайте ее так, чтобы справа от инструмента находился тот участок трубы что длиннее. Так вы избежите ее деформации.
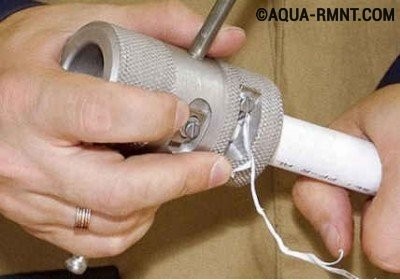
Если используются полипропиленовые трубы с армированием, то перед началом работ по сварке нужно зачистить слой алюминия в месте соединения деталей. В противном случае при соприкосновении с водой он будет подвергаться коррозии, что со временем приведет к дефектам соединения, что в свою очередь спровоцирует течь.
Зачистка производится шейвером. Ее глубина на пол сантиметра больше раструба используемого фитинга. Важным условием для качественной сварки труб является их обезжиривание в местах соединения. Хорошо справляются с этим процессом спиртовые салфетки. Для обезжиривания полипропиленовых труб нельзя использовать бензин и растворители.

Чтобы срез трубы был ровным ее нужно располагать под прямым углом к лезвиям режущего инструмента. Для прочного соединения перед сваркой срез трубы нужно обезжирить
Если перед монтажом трубопровода не произвести зачистку алюминиевого слоя армированной трубы, со временем такое соединение подвергнется коррозии и нарушится его целостность

Фитинг перед сваркой также обезжиривается. На трубе делается отметка глубины сварки. Это поможет контролировать глубину вхождение трубы в фитинг
На трубе нужно сделать отметку, примерив к ней фитинг. Так вы будете четко знать глубину сварки.
Советы по подготовке сварочного инструмента
Сварочный прибор должен стоят на ровной устойчивой поверхности. В процессе задействуют две насадки: гильзу и дорн. Первая используется для трубы, вторая – для фитинга. Их подбирают с учетом размера труб. Перед тем как надеть детали, их желательно тоже обезжирить.
Внимание! Надевать насадки на сварочный аппарат следует только при выключенном приборе.
Изготавливают насадки из тефлона, при нагревании которого не происходит прилипание полипропилена к поверхности. Надев насадки, включают аппарат. Когда индикатор на корпусе прибора потухнет можно приступать к сварке.
Технология сварки полипропиленовых труб
Если работы выполняются впервые, желательно потренироваться на небольшом отрезке трубы. Так как придется иметь дело с высокими температурами лучше воспользоваться строительными перчатками. Они помогут защитить руки от ожогов.
Совет. После достижения прибором нужной температуры, перед началом процесса нужно подождать 5 минут. И только потом приступать к сварке.
Держа трубу в одной руке, а фитинг в другой одновременно надеваю их на разогретые насадки. При этом нужно приложить небольшое усилие, но следить, чтобы не оплавить трубу дальше отметки. Время, за которое произойдет необходимый нагрев деталей, рассчитывается по таблице. Считать начинают после того как детали будут полностью насажены на аппарат.
Как только время закончится, детали снимают с прибора и трубу вставляют в фитинг до отметки. После этого нужно выждать несколько секунд, а затем не производить никакого воздействия на сплав до полного остывания. В процессе нагрева и соединения деталей не рекомендуется смещение их по оси.

Надвигая фитинг и трубу на насадки необходимо приложить небольшое усилие. При этом нужно следить, чтобы детали не прогрелись глубже, чем надо

В процессе работы с полипропиленовыми трубами следует соблюдать время нагревания, соединения и остывания элементов. От этого зависит качество и долговечность трубопровода
Проконтролировать соединение можно взглянув внутрь. Образование «наплывов» считается браком, так как они влияют на пропускную способность магистрали. Они могут стать следствием несоблюдения температуры плавления или если труба вставлена в фитинг дальше, чем надо. В любом случае такой дефект влияет на эффективность и срок службы трубопровода.
Внимание. Работы по монтажу полипропиленовых труб нельзя проводить в помещениях, температура воздуха которых ниже 0°.
Если полипропиленовые трубы замуровывают, то до того как монтировать их в стену, нужно сначала собрать весь участок магистрали. И только потом крепить его в штробу.
Соединение полипропиленовой трубы с металлической
Чтобы соединить трубы из различных материалов, например металла и полипропилена, нужно воспользоваться фитингами, которые оснащены металлическими вставками с резьбой. Сначала фитинг приваривается к полипропиленовой трубе, а затем на него накручивается металлическая труба с внутренней резьбой. Для лучшего соединения используется пакля или лен.
Монтаж полипропиленовых труб к поверхности
В процессе прокладки трубопровода возникает необходимость крепления его к поверхности. Это можно выполнить двумя способами:
- обычное крепление к стене;
- заделка труб в штробу.
В обоих вариантах используются специальные клипсы. Они подбираются соответственно размеру труб. К поверхности клипсы крепятся при помощи дюбелей и саморезов.
Участок магистрали, который будет замурована в штробу, сначала собирается, привариваются все ее составляющие и только потом монтируется к стене
Существует два варианта крепления труб к стене: жесткий и скользящий. Монтаж водопровода из полипропиленовых труб можно выполнять при помощи жесткого крепления. А вот для отопительных магистралей, в местах компенсации расширения, следует делать скользящее крепление.
Другие монтажные нюансы
Используя полипропиленовые трубы в отопительных магистралях, необходимо знать, как монтировать их к поверхности с учетом температурного расширения. Если работы проводятся при температуре 20°, а максимальное значение транспортируемой жидкости составляет 110°, то каждый метр неармированного трубопровода удлиняется на 12 мм. Поэтому для отопительных магистралей необходимо использовать только армированные изделия. Их расширение составляет 2,4 мм. Тем не менее, при прокладке магистрали его нужно учитывать.
Если трубопровод будет замуровываться, можно воспользоваться специальными кожухами. Благодаря своей мягкой структуре они позволяют снизить напряжение труб. Кроме того кожух снижает теплопотери магистрали. Для компенсации расширения на наружном трубопроводе, устраивают температурные компенсаторы. Они могут быть выполнены в форме петель, П-образные или Z-образные. Так как полипропиленовые трубы не пластичны изгибы выполняют при помощи фитингов.
Изучив теорию по работе с полипропиленовыми трубами, можно приступать к практическому выполнению процесса. Главное строго соблюдать технологию. Если нет полной уверенности в своих силах, лучше пригласить специалиста. Ведь ошибки могут дорого стоить. О качестве проделанных мероприятий можно будет судить после проверки магистрали под напором.
Работа с полипропиленовыми трубами
Полипропиленовые трубы широко используют для монтажа систем отопления, а также для водоснабжения жилых домов. Материал имеет хорошие гигиенические показатели, но это не не единственное его преимущество.
Преимущества полипропиленовых труб:
• Устойчивость к воздействию коррозии. Для материала не характерно образование ржавчины.
• Низкий уровень шума. Движение теплоносителя в полипропиленовых трубах практически не слышное.
• Высокая прочность. Для монтажа систем отопления полипропиленовые трубы предварительно армируют. Это позволяет сделать материал более устойчивым к различным нагрузкам.
• Надежное соединение трубопроводов. Полипропиленовые трубопроводы крепятся между собой за счет сварки.
• Устойчивость к воздействию солей, щелочей прочее. В системе отопления не образовывается накипь.
• Долгосрочная служба. Полипропиленовые трубопроводы можно эксплуатировать на протяжении более 50 лет.





Сварочный аппарат для пластиковых труб: устройство и назначение
Использование сварочных аппаратов для пластиковых труб стало в настоящее время почти повсеместным в связи с большим распространением последних как в жилищно-коммунальной сфере, так и в промышленных инженерно-технических сооружениях. Рассмотрим устройство таких аппаратов и их назначение.
Основные составные части
Сварочный аппарат для пластиковых труб состоит из нескольких основных частей: нагревательного элемента, снабженного пультом управления для ведения регулируемого и контролируемого процесса сварки, подставки, на которую крепится сам нагревательный элемент для его фиксации в нужном положении во время проведения сварочных работ, парных насадок, которые монтируются с помощью винтов для крепления непосредственно к самому нагревательному элементу.
Внутреннее устройство
С точки зрения внутреннего устройства такой аппарат очень сильно напоминает обыкновенный утюг для глажения белья. (В обиходе многие такой сварочный аппарат называют именно утюгом.) Внутри нагревательного элемента расположена спираль, выполненная обычно из проволоки, обладающей большим электросопротивлением.
Энергия электрического тока, проходящего по такому проводнику, переходит в тепло, которое передается на поверхность нагревательного элемента посредством использования материалов, обладающих большой теплопроводностью (обычно нержавеющая сталь или алюминий).
Управление работой и контроль процессов
Для удобства и безопасности в любом сварочном аппарате расположен индикатор включения-выключения электропитания, который загорается при включении сварочного аппарата в электрическую сеть и его нагреве, и регулятор температуры (терморегулятор) для установки необходимой для сварки температуры.
Также во многих моделях присутствует индикатор контроля температуры, который загорается в том случае, когда нагревательный элемент аппарата достиг установленной терморегулятором температуры нагрева и готов к работе.
В наиболее дорогих моделях сварочных аппаратов часто можно видеть вместо индикаторов жидкокристаллические табло, которые показывают все необходимые для проведения процесса сварки параметры: время нагрева и фиксации, текущую температуру и т. д.
Сами физические параметры, необходимые проведения сварочных работ, обычно даются производителем в инструкции по эксплуатации, в которой указываются значения времени нагрева, перестановки, фиксации и остывания в зависимости от используемого диаметра пластиковых труб.
Дополнительные принадлежности
Обычно к аппарату приложены некоторые аксессуары для удобства проведения работ. Среди них можно выделить парные насадки. Парные насадки имеют разный диаметр и предназначены для вставки в них полипропиленовых труб (торцами к нагревательному элементу) и их последующего нагрева и сварки.
Мощность
Мощность большинства моделей аппаратов составляет 0,5 – 2 КВт. Все аппараты способны нагревать полипропиленовые трубы до оптимальной температуры их сварки – 270 градусов Цельсия. Отсюда следует, что мощность влияет не на качество сварки, а на скорость проведения процесса сварочных работ, то есть производительность аппарата: чем мощнее сварочный аппарат, тем он быстрее нагревается до необходимой температуры.
Применение
Основное применение таких сварочных аппаратов – сварка полипропиленовых труб самых разных диаметров (обычно от 20 до 50 мм). Также можно их использовать для сварки армированных пластиковых труб, однако для этого как правило требуется приобретать дополнительное приспособление, которое по умолчанию не входит в стандартный набор, поставляемый вместе со сварочным аппаратом.
Как правильно выбрать сварочный аппарат для полипропиленовых труб
В настоящее время материалы из полипропилена в технике и строительстве все больше заменяют собою металлические. Увеличение удельной доли таких материалов является причиной появления большого количества инструментов, предназначенных для работы с ним. Отсюда возникает проблема правильного выбора такого инструмента. В этой статье рассматривается проблема выбора наиболее распространенного инструмента, предназначенного для работы с полипропиленовыми трубами – сварочного аппарата. Рассмотрим основные моменты, на которые необходимо обращать внимание при выборе таких сварочных аппаратов.
Мощность и температура нагрева
Мощность большинства моделей лежит в пределах 0,5 – 2 КВт. Поскольку все сварочные аппараты способны разогревать полипропилен до 300 градусов Цельсия, этот параметр влияет главным образом на скорость нагрева и, как следствие, на производительность всего аппарата в целом. Чем мощнее сварочный аппарат, тем быстрее он доводит свою рабочую поверхность до заданной температуры. Если аппарат предстоит использовать периодически, то на этот параметр можно не обращать свое внимание.
Регуляторы и индикаторы температуры
Как правило, в сварочных аппаратах установлен регулятор температуры, позволяющий в зависимости от внешних условий и плотности и толщины рабочего материала менять температуру нагрева. Индикация нагрева светодиодом присутствует во всех моделях, но только в дорогих аппаратах установлен жидкокристаллический дисплей, отображающий значение температуры рабочей поверхности сварочного аппарата на данный момент.
Если регулятор иметь желательно, то индикация вполне может подойти и обычная, если в сварочный аппарат встроен датчик, автоматически отключающий нагрев при достижении ею установленного с помощью регулятора температуры значения.
Количество и диаметр насадок (наконечников)
Насадки можно купить отдельно от сварочного аппарата. Если же они уже входят в комплект, то стоит обратить внимание на следующее. Насадки всегда поставляются парно и имеют диаметры от 16 до 63 мм. Однако часто на практике в комплект входит не вся гамма диаметров, а только наиболее распространенные.
Защитные устройства
Очень желательно, чтобы сварочный аппарат имел устройство защитного отключения нагрева рабочей поверхности аппарата, которое срабатывает даже при отказе терморегулятора. В этом случае полностью исключается возможность перегрева рабочей поверхности сварочного аппарата.
Наличие дополнительных аксессуаров
Часто сварочный аппарат продается не сам по себе, а в комплекте, который может включать в себя много разных принадлежностей, необходимых для выполнения сварочных работ: парные насадки разных диаметров и разного количества, перчатки из термоустойчивой ткани, шестигранный ключ, крестовую отвертку, ножницы и рулетку для резки и замера полипропиленовых труб. Все эти принадлежности заключаются в кейс вместе со сварочным аппаратом, подставкой для него и кабелем сетевого электропитания аппарата.
Если сварочные работы предстоит производить довольно часто, то всегда предпочтительно выбирать готовый комплект, хотя стоимость его будет выше.
EuroSantehnik.ru — Все о монтаже отопления, водоснабжения и канализации
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Как выполнить монтаж при использовании труб из полипропилена?
Монтаж труб из полипропилена для тех, кто с этим сталкивался хотя бы раз, не представляет особых трудностей. Благодаря своим преимуществам трубы из полипропилена активно заменяют металлические трубопроводы в холодном, горячем водоснабжении, отоплении, канализации и системах вентиляции.
Этот материал прост в обращении, и справиться с монтажными работами может даже неспециалист, если ознакомиться с условиями, необходимыми для того, чтобы сделать работу качественно.
Основополагающие условия для качественного монтажа
Есть обязательные правила для качественного монтажа труб из полипропилена. Тонкости, которые необходимо знать, начинаются уже на этапе планирования работ, приобретения материала и фитингов, подготовки инструмента.
Как влияют погодные условия
Планировать монтаж полипропиленовых трубопроводов, которые нуждаются в сварке, следует при температуре воздуха не ниже +10°C. Исключение составляют канализационные трубы, которые соединяют в раструб без сваривания.

Тонкость в том, что слишком низкая температура воздуха ускоряет остывание соединяемых деталей, а это время составляет всего 30 секунд (из них 4 секунды дается на небольшую коррекцию направляющей соединения). Низкая температура воздуха не оставляет времени на коррекцию, что может служить причиной некачественного соединения.
Обратите внимание! Монтаж труб из полипропилена при отрицательных значениях температуры окружающей среды не проводят!
Влияние погодных условий:
- прямые солнечные лучи ускоряют нагрев полипропиленовых деталей, поскольку стартовая температура выше расчетной;
- ветер ускоряет остывание, уменьшает время коррекции (рекомендуется установить щит);
- дождь требует обязательной защиты места проведения работ, поскольку сваривать мокрые детали запрещено.
Обратите внимание! Очень важно соблюдать требуемые условия проведения работ. Нарушение технологии сварки полипропилена приводит к получению негерметичного соединения. Исправить ошибку можно только заменой узла.
Выбор комплектующих
Существует несколько правил, которые помогут избежать ошибок в монтаже трубопроводов из полипропилена:
- Выбор труб и фитингов проводят в зависимости от назначения коммуникаций.
- Покупать лучше материал от одного производителя – в этом случае трубы идеально подойдут к фитингам. Ориентироваться следует на маркировку. Цвет товара на качество и технические характеристики изделий не влияет, а является, скорее, «визитной карточкой» производителя. Например, серые трубы производства Чехии, белые – турецкие или Валтек. Исключение составляют черные изделия – они устойчивы к ультрафиолетовому излучению.
- Если планируется прятать трубопровод в пол или стены, то выбирать лучше материал зеленого цвета – он производства Германии и по праву считается самым качественным.
- Закупать материал следует согласно подробному плану-схеме будущего трубопровода.
Обратите внимание! Закупать фитинги можно точно по плану. Трубы следует приобретать с некоторым запасом, достаточно 1-1,5 метра.
Что означает маркировка полипропиленовых материалов
Производители предлагают несколько диаметров труб, которые отличаются толщиной стенки и эксплуатационными характеристиками. Выбирать материал для монтажа следует по критериям:
- Монтаж холодного водоснабжения PN10, PN16 (используется нечасто).
- Монтаж горячего водоснабжения PN20 или PN25 (25 дороже, что не всегда оправдано в частном доме, если только хозяева не будут пользоваться кипятком).
- Монтаж водяного отопления PN25.
Обратите внимание! Для монтажа парового отопления материалы из полипропилена использовать нельзя. Они не выдерживают температуры горячего пара и деформируются.
Инструменты для сварки полипропиленовых трубопроводов
Соединение труб и фитингов из полипропилена называется сваркой (или пайкой, что неверно). Процесс идет по законам диффузии материалов, при нагреве деталей до состояния плавления. Детали связываются друг с другом на молекулярном уровне, образуя прочное, монолитное соединение.
Для работы мастеру понадобятся следующие инструменты:
- Маркер или карандаш для разметки стен и нанесения отметок на трубы и фитинги.
- Рулетку, уголок для измерений.
- Раствор для обезжиривания деталей, ножик для удаления заусениц на местах среза.
- Что-то одно для резки труб: труборез для пластика, специальные ножницы, ножовка по металлу или болгарка. Любым, из перечисленных инструментов, можно резать полипропиленовые трубы при монтаже.
- Для работы с армированными трубами понадобится специальное устройство – шейвер или торцеватель. Им снимают металлический слой перед сваркой.
- Специальный сварочный агрегат для полипропиленовых материалов с тефлоновыми насадками нужного диаметра.

Обратите внимание! Полипропиленовый фитинг использовать (нагревать) можно только один раз. Если соединение получилось некачественное, то деталь заменяют новой.
Алгоритм сварки полипропиленовых труб
- Сварочный аппарат не выключают из сети на протяжении всего выполнения монтажа.
- Рабочая температура сварки полипропилена 260 градусов.
- Приступать к сварке следует не раньше, чем через 5 минут после окончательного нагрева сварочного аппарата.
- Нагревание фитинга и конца трубы идет одновременно, соединять детали следует одним движением нажима без прокручивания или шатания.
- Во время нагрева детали должны быть неподвижны.
- Перегрев ведет к запаиванию внутреннего отверстия.
- Фиксация деталей должна быть достаточной для остывания.
Проверять, как работает смонтированный трубопровод, можно не раньше, чем через 2 часа после окончания работ.
Этапы монтажа труб из полипропилена
Монтаж труб из полипропилена можно разделить на следующие стадии:
- Проект.
- Приготовление материалов, инструментов и поля деятельности.
- Монтажные работы.

С подготовкой инструментов и выбором материалов понятно. Количественное представление об объеме работы и материалах дает составление проекта.
Проект
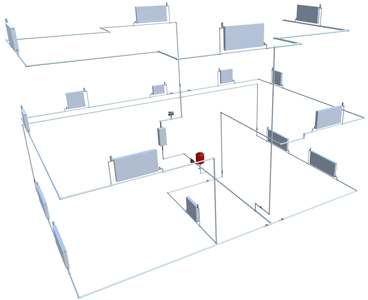
Начинающему мастеру проектировать лучше на местности, размечая на стенах, где и каким образом пройдет трубопровод. Планировать трубопровод следует таким образом, чтобы:
- длина его была наименьшей из возможных в данных условиях,
- количество изгибов и пересечений было минимальным.
В процессе рисования проекта монтажа указывают все необходимые фитинги, длину труб, количество скоб для горизонтального крепления и держателей для вертикальной фиксации.
Для монтажа отопления из полипропилена или горячего водоснабжения следует планировать установку линейных компенсаторов, поскольку трубопровод из полипропилена способен при нагреве значительно удлиняться.
Возможно 2 варианта монтажа:
- открытый, когда полипропиленовый трубопровод размещается поверх стен, пола;
- закрытый, когда трубы прячут в специально подготовленные штробы и замуровывают, оставляя только выходные части в свободном доступе.
Оба варианта проектирования монтажа имеют свои преимущества и недостатки. Однако при профессиональном исполнении закрытый монтаж предпочтительнее – он эстетичнее, а полипропилен позволяет это сделать при холодном водоснабжении.
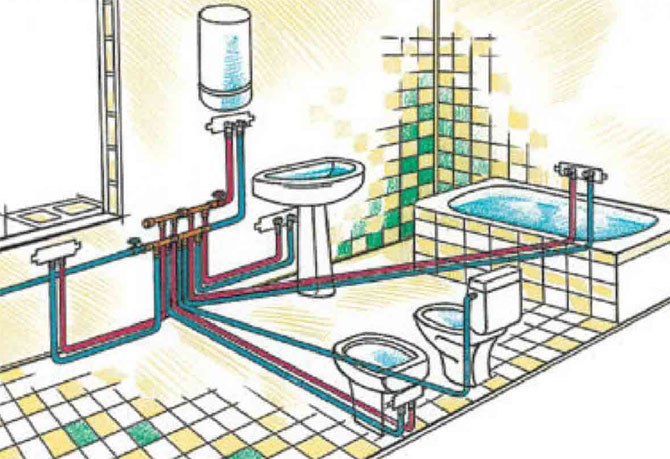
Разводка водопровода
Существует два вида разводки водопровода – параллельный и последовательный. Последовательная разводка водоснабжения проще в исполнении и требует меньше затрат на материалы.

Однако в эксплуатации она не слишком удобна, поскольку каждое ответвление при работе снижает давление в следующем узле.
Монтаж последовательной разводки
Принцип последовательности врезки выходов на входящей трубе осуществляют при помощи тройников. Их устанавливают последовательно на питающую трубу, каждый напротив своего объекта снабжения.
Таким способом можно подключить 2-3 объекта. Большее количество выгоднее развести параллельно.
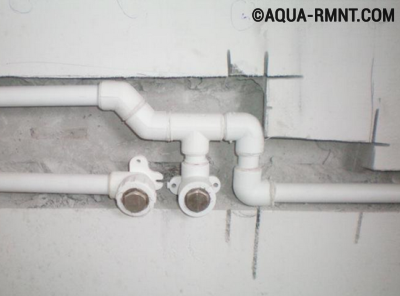
Монтаж параллельной разводки
Для монтажа параллельной разводки нужна особая деталь – коллектор. Выпускаются полипропиленовые коллекторы для монтажа холодного и горячего водоснабжения на 3 и более выхода.
Коллектор представляет собой узел с несколькими выходами, который устанавливают на входящую трубу. Как правило, каждый выход снабжен отдельным вентилем, который позволяет изолированно перекрывать водоснабжение каждой ветки.
Часто разводку совмещают. Например, холодное водоснабжение в частном доме смонтировано параллельным образом через 5 выходной коллектор. Выходы идут на мойку, на унитаз, на стиральную машину, на душевую кабину и на бойлер.

С бойлера горячее водоснабжение требуется развести только на мойку и душ. Здесь устанавливают тройник. Одно отверстие входное – подача с бойлера, два выхода разводят подачу на оба объекта.
Обратите внимание! В приведенном примере горячее водоснабжение (а значит температура воды) душевой кабины будет падать, как только включат воду в мойке, и наоборот.
Разводка водяного отопления
Монтаж труб из полипропилена для отопления предполагает несколько видов соединения радиаторов.
Простейшая система водяного отопления частного дома – это последовательное соединение батарей между собой при помощи одной трубы – однотрубное отопление. Подача и отвод воды здесь работают по принципу конвекции (свободное движение воды на разнице температур). Такая система оправдана в небольших (до 100 кв. м), одноуровневых жилых помещениях.
В помещениях большей площади, или при желании хозяев регулировать отопление, монтаж разводки ведут двухтрубным способом. Здесь каждая батарея подключается двумя трубами и может быть перекрыта изолировано.
Для такого варианта потребуется принудительная циркуляция с помощью насоса.
Монтаж канализационной системы
Для монтажа канализации из полипропилена не требуется сварка. Трубы соединяют простой стыковкой одна в другую. Для герметичности соединения внутри труб есть резиновые прокладки.
Монтаж канализации в подвале частного дома можно вести открыто, соблюдая наклон в 3 см на каждый погонный метр трубы.
Обратите внимание! Для монтажа канализации из полипропилена не используют уголки на 90 градусов, поскольку такие повороты быстро засоряются. Следует использовать уголки на 45 или 30 градусов, устанавливая необходимое количество.
Уличную часть канализации прокладывают закрытым способом, закапывая трубы в траншею. Для прокладки подземной части лучше использовать гофрированные полипропиленовые материалы, поскольку они менее подвержены деформации. Дно траншеи обустраивают 20 см песочной подушкой.
Под гладкие трубы, во избежание проседания, подкладывают направляющие доски. Для того чтобы воздух из септика не попадал в дом, а скорость отвода сточных вод была достаточной, следует установить воздуховод.