Как пользоваться утюгом для пластиковых труб
Как пользоваться утюгом для пластиковых труб
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок

Возможность собирать трубопроводы самостоятельно – несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное – понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.

На практике применяются две методики стыковки свариваемых деталей:
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования – промышленность.
Кроме паяльников, мастеру также потребуются:
- ножницы – труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали – разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры – включения зелёного индикатора.
Сопрягаемые детали (труба – муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» – удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Как правильно паять пластиковые трубы своими руками
Предварительная подготовка.
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.

Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
 Выполнять пайку труб лучше в защитных перчатках
Выполнять пайку труб лучше в защитных перчатках
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Различия спайки пластика и металлопластика
Многих интересует, как правильно сваривать металлопластиковые изделия. Интересно то, что такого понятия в работе профессионалов не существует. Сваривают алюминиевые трубы. При этом используют методику встык или внахлест. Для соединения используют фитинги.
Пресс-фитинги отличаются большей прочностью. Соединяют трубы с помощью прессовки, используя специальный инструмент. Для затягивания компрессионных соединений применяют простой ключ. Но такие фитинги не включают сварки.
На рынке представлены полипропиленовые трубы, армированные алюминием. Они используются в системах отопления и горячего водоснабжения. Именно такие устройства нуждаются в сварке.
 Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Чтобы избежать ошибок, перед пайкой лучше посмотреть обучающее видео
Для металлопластиковых изделий сварку не используют. А вот армированные изделия соединяют именно таким способом. Среди пластиковых труб популярностью пользуются варианты из ПВХ. Их коэффициент расширения небольшой. Характеристика изделий позволяет их использовать только для обустройства канализации. Но трубы большого диаметра можно взять для центрального водопровода. Монтаж можно проводить с помощью сварки или склеивания.
Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.
 Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.
Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.
 Для пайки труб лучше задействовать 2 человека
Для пайки труб лучше задействовать 2 человека
Торцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.

Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать. Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя.
Как правильно паять полипропиленовые трубы
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
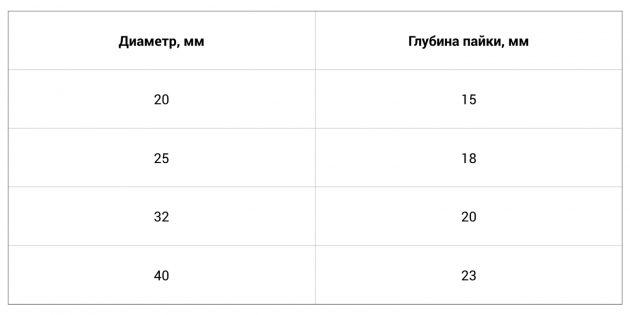
Как видите, глубина пайки зависит от диаметра труб и фитингов.
 YouTube‑канал FV Miano
YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
 termpro.ru
termpro.ru
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
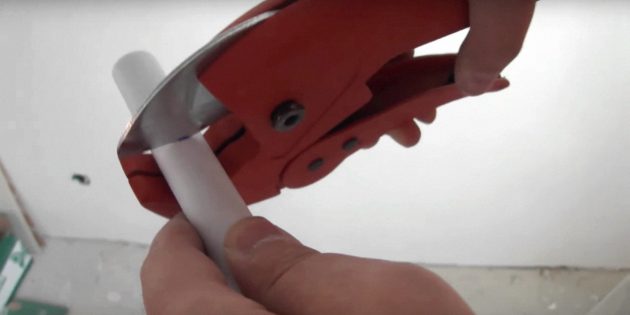
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
 YouTube‑канал «Сергей Ефимов»
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
 YouTube‑канал «КаЮТ Компания»
YouTube‑канал «КаЮТ Компания»
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.

Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
 YouTube‑канал FV Miano
YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Как правильно паять пластиковые трубы паяльником
Производители материалов для прокладки инженерных сетей предлагают широкий выбор современных решений, которые пришли на смену традиционным. В частности, это касается труб для монтажа в доме или квартире водопровода, ветки ГВС, радиаторной и напольной отопительной системы. Чтобы проложить или отремонтировать локальный трубопровод из полимерных труб (поливинилхлорида, полипропилена), необходим специальный инструмент и некоторый навык работы с ним. Пайка пластиковых труб не относится к сложным работам, но важно понять технологию и учесть ряд моментов, чтобы получить надежный и долговечный результат.
 Инструмент для пайки пластиковых труб
Инструмент для пайки пластиковых труб
Аппарат для пайки труб
В быту применяется специальный аппарат, рассчитанный на присоединение полимерной трубы к соответствующему фитингу или муфте. Максимально допустимый диаметр труб, с которыми может справиться домашний мастер, 63 мм. Трубы большего диаметра преимущественно сваривают встык, используя профессиональное оборудование.
Паяльный инструмент для домашнего использования представляет собой агрегат, оснащенный подставкой, рабочая часть которого нагревается до заданной температуры. Греющийся элемент (подошва) снабжен отверстиями для установки насадок различного диаметра (от 16 до 32 мм).
 Аппарат для спаивания пластиковых труб
Аппарат для спаивания пластиковых труб
По конструкции различаются аппараты:
Нет принципиальной разницы, какой из них использовать для пайки пластмассовых труб своими руками. В любом случае точное соблюдение инструкции поможет получить желаемый результат.
Секреты качественной пайки
Пайка труб должна осуществляться в помещении с плюсовой температурой, при этом чем холоднее воздух, тем больше времени потребуется прогревать детали из пластика или металлопластика для герметичного и прочного соединения.
 Секреты качественной пайки
Секреты качественной пайки
Чтобы не допустить распространенных ошибок при монтаже труб для отопления или водоснабжения, обратите внимание на следующие рекомендации:
- Мощность бытового инструмента должна составлять 1200 Вт.
- Устройство для домашнего использования предназначено для работы с трубами диаметром до 32 мм, в остальных случаях необходимо задействовать профессиональный паяльник.
- Перед тем как начать паяние, прогревайте аппарат не менее 5–10 минут, чтобы рабочая часть с насадками разогрелась до заданных параметров.
- Спаяв элементы трубопровода между собой, не прокручивайте их и не смещайте шов, чтобы не нарушить его целостность. Допускается лишь аккуратно выпрямить перекосы, в противном случае под нагрузкой шов будет протекать.
- Не следует сильно сжимать детали между собой. Так как расплавленный пластик вдавится внутрь и уменьшит проходной диаметр фитинга, что ухудшит рабочие параметры системы.
- Нельзя оставлять зазоры между краем трубы и внутренней частью фитинга. Такое соединение под давлением даст течь.
- Обязательно дайте спаянному месту полностью остыть прежде, чем подвергать нагрузкам.
- После каждой операции по пайке очищайте насадки от следов расплавившегося пластика. Это предотвратит появление нагара, а также порчу элементов, которые требуется спаять.
- Очистку насадок выполняйте при помощи деревянной плоской палочки. Это убережет тефлоновое покрытие от повреждений. Металлические предметы использовать нельзя, так как царапины приведут в негодность насадку, а пластик к ней будет прилипать и сгорать.
Внимание! Прежде чем приступать к монтажу трубопровода посмотрите подробную видеоинструкцию и потренируйтесь на ненужных обрезках пластиковых труб.
Меры безопасности
Важно не только знать, как паять пластиковые трубы, но и соблюдать технику безопасности при работах с электроинструментом, чтобы не получить ожог или травму.
 Важно использовать защитные перчатки
Важно использовать защитные перчатки
- При работе обязательно используйте защитные перчатки.
- Обратите внимание на чистоту пола, запыленность помещения. Грязь, попавшая в расплавленный пластик, ухудшает качество сварки и делает место стыка неэстетичным.
- Паяльный агрегат требуется расположить на горизонтальной ровной поверхности.
- В течение всего рабочего процесса агрегат не обесточивают.
- Начинать сварку элементов можно только после полного разогрева паяльника. У современных моделей о выходе на рабочий режим сообщает отключившийся индикатор. Используя старый прибор, подождите около 20 минут с момента включения.
Ход работ
Рассмотрим подробно, как правильно паять пластиковые трубы в домашних условиях. На предварительном этапе требуется подготовить весь необходимый инструмент:
- рулетку и маркер;
- надфиль или напильник;
- наждачную бумагу с мелким зерном;
- труборез;
- острый монтажный нож;
- паяльник для сварки пластика.
Также потребуется ветошь и спирт (либо другое средство для обезжиривания) для обработки спаиваемых поверхностей.
Подготовка элементов
Трубы нарезаются на нужную длину при помощи специального трубореза или острого монтажного ножа. Следите за тем, чтобы срез был строго перпендикулярным, иначе не получится выполнить герметичное соединение.
 Использование шейвера
Использование шейвера
Далее требуется обработать край трубы. Желательно применить специальный инструмент – шейвер, но в его отсутствие достаточно использовать монтажный нож (используется для удаления заусенцы), после чего край обычной трубы из пропилена или армированной стекловолокном требуется обработать до гладкости при помощи надфиля, мелкозернистой шкурки.
Важно! У армированной алюминием трубы ПВХ рекомендуется удалить на краю верхний слой полимера и слой фольги, чтобы повысить качество соединения.
Убедившись, что по гладкости обработанный край практически не уступает внутренней части купленного в магазине фитинга, можно начать спаивать элементы, предварительно обезжирив соединяемые поверхности спиртом.
Технология пайки
Рассмотрим, как пользоваться паяльником и какой температурный режим нужно выбрать для пластиковых труб разного типа. Работы по монтажу полимерного трубопровода своими руками выполняются в несколько этапов:
- Паяльный агрегат надежно закрепляют на платформе и устанавливают на рабочую часть насадки подходящего диаметра.
- Электропаяльник включают, предварительно задав требуемую температуру. Чтобы припаять друг к другу детали из полипропилена, рабочую часть требуется разогреть до 260°C, при сварке изделий из ПВХ необходим нагрев до 220°C.
- После прогрева аппарата, фитинг и подготовленный край трубы надевают на насадки и нагревают детали в течение нескольких секунд (точное время прогрева указано ниже в таблице, оно зависит от диаметра элементов).
- Выждав требуемое время, детали аккуратно стыкуют между собой и оставляют до полного остывания. Аналогично скрепляются и все остальные элементы трубопровода.
Глубина сварки трубы соответствует параметрам внутренней части фитинга – насадки на паяльник обеспечивают нагрев элементов на одинаковую глубину, чтобы обеспечить максимальное соприкосновение поверхностей для лучшего сцепления.
 Технология процесса пайки
Технология процесса пайки
Способ соединения полимерных труб при помощи температурной сварки достаточно прост, если освоить навык точного соединения нагретых элементов, знать, как спаять детали. Вставив трубу в фитинг, ее не перемещают и не поворачивают, чтобы разогретый полимер смог сформировать монолит. Если место спайки шевелить до застывания материала, полимер соберется складками и соединение разгерметизируется.
Проверяем качество соединения
К поверке герметичности соединений приступают после того, как все стыки смонтированы и успели остыть. Для этого в готовую систему заливают воду и осматривают трубопровод, чтобы выявить утечки. До заливки воды дайте смонтированной системе простоять хотя бы час при нормальной комнатной температуре, а если воздух в помещении более прохладный, то предпроверочная пауза должна продлиться минимум 2–3 часа.
Если нашлись неплотные стыки, необходимо слить воду из системы перемонтировать участок трубопровода, установив новые фитинги и взяв отрезок трубы соответствующей длины. Попытка как-то заклеить негерметичное соединение или запаять его при помощи электропаяльника, заранее обречена на провал. Монтаж полимерного трубопровода требует точного соблюдения технологий.
 Пример качественного соединения
Пример качественного соединения
По окончании ремонтных работ заново проверяют герметичность системы, залив в нее воду. Если речь идет о системе отопления, настоящую проверку трубопровод пройдет только после нагрева теплоносителя в котле, при повышенных температурах и давлении.
Заключение
Инструкция как паять пластиковые трубы позволяет понять технологию процесса. Если возникла необходимость в разовых работах, экономически невыгодно покупать электропаяльник для труб, проще взять инструмент в аренду в компании, предоставляющей подобные услуги.
Планируя впервые проводить самостоятельные работы, желательно купить материал с небольшим запасом. Зная только в теории, как паять трубы, прежде чем приступать к работам в доме, необходимо потренироваться. Если опыт получился неудачным, доверьте монтаж или ремонт трубопроводов в доме профессионалам.
Секреты правильной пайки полипропиленовых труб своими руками
 С изобретением в 1957 году метода виниловой полимеризации началось время использования полипропиленовых труб. Из-за отличных технических характеристик и дешевизны они вытеснили классические металлические трубопроводы из многих бытовых и производственных зданий. Из них собираются системы холодного и горячего водоснабжения, отопления, подогрева. Единственной сложностью является только пайка полипропиленовых труб, необходимая для их соединения.
С изобретением в 1957 году метода виниловой полимеризации началось время использования полипропиленовых труб. Из-за отличных технических характеристик и дешевизны они вытеснили классические металлические трубопроводы из многих бытовых и производственных зданий. Из них собираются системы холодного и горячего водоснабжения, отопления, подогрева. Единственной сложностью является только пайка полипропиленовых труб, необходимая для их соединения.
 Полипропилен представляет собой бесцветный материал, получаемый путём полимеризации мономера пропилена с добавлением катализаторов. Он характеризуется химической устойчивостью к воздействию различных неорганических растворов соляного, кислотного или щелочного типа. Материал не впитывает жидкость и обладает диэлектрическими свойствами.
Полипропилен представляет собой бесцветный материал, получаемый путём полимеризации мономера пропилена с добавлением катализаторов. Он характеризуется химической устойчивостью к воздействию различных неорганических растворов соляного, кислотного или щелочного типа. Материал не впитывает жидкость и обладает диэлектрическими свойствами.
Температура его плавления составляет около 170 градусов по Цельсию, а твёрдость примерно 55 МПа. Он выдерживает воздействие холода до -15 градусов без изменения своих свойств, правда, при значениях ниже этой температуры становится хрупким.
Благодаря своим характеристикам полипропилен нашёл широкое применение в качестве материала для изготовления водопроводных труб. Полимер, используемый для их изготовления, не наносит вреда окружающей среде и не нуждается в специальной утилизации. Прекрасная его адгезия с металлом позволяет изготавливать различного рода фитинги путём спрессовывания с латунными никелированными вставками имеющих резьбу.
При нагревании свыше 160 градусов полимерный материал размягчается и приобретает тягучесть. А при остывании возвращает свою твёрдость. Это свойство и используется при соединении различных частей трубопровода, сделанного из пластика. Для выполнения неразъемного соединения используется паяльник (утюг). При этом, чтобы воспользоваться паяльником для полипропиленовых труб, особых знаний не понадобится.

По полипропиленовым трубам (ППР) может передаваться как холодная, так и горячая вода. В зависимости от требований, предъявляемых к водопроводу, используются цельные или армированные конструкции. Армирование позволяет уменьшить температурные расширения.

Выполнено оно может быть следующими способами:
- покрытием алюминием внешней стороны трубы;
- добавлением алюминиевой сетки в середину конструкции;
- усилением с использованием стекловолокна;
- сплавлением композитного материала с фиброволокнами.
В зависимости от типа армирования немного изменяется и инструкция по пайке полипропиленовых труб.
В большей мере это касается устройств с применением алюминия. Пластиковые трубы маркируются латинскими буквами PN и числом после них. Эти цифры обозначают наибольшее давление, которое может выдержать конструкция, собранная из них. Так, PN 20 обозначает, что давление в середине водовода может достигать 2 МПа.
Технические характеристики используемых типов ППР и особенности их соединения для наглядности удобно свести в таблицу:
Таким образом, область применения полипропиленовых водоводов обширна. А их устойчивость к коррозии и внешним воздействиям, механическая твёрдость, долговечность, простота монтажа и невысокая цена делают их популярными. Немало этому способствует и простота соединения частей конструкции, обеспечивающая надёжное неразъёмное соединение. Для сравнения, монтаж всей системы своими руками занимает в пять-шесть раз меньше времени, чем из металла.

 Для того чтобы спаять трубы из полипропилена, необязательно приглашать профессионала, все операции можно выполнить самостоятельно. Но стоит заметить, что работать вдвоём намного удобнее. Инструмент, использующийся для соединения, называется паяльником или утюгом. Классифицируют его по двум признакам: конструкции исполнения и мощности.
Для того чтобы спаять трубы из полипропилена, необязательно приглашать профессионала, все операции можно выполнить самостоятельно. Но стоит заметить, что работать вдвоём намного удобнее. Инструмент, использующийся для соединения, называется паяльником или утюгом. Классифицируют его по двум признакам: конструкции исполнения и мощности.
Несмотря на конструктивные отличия и множество торговых марок, принцип работы устройств одинаков. Как и обыкновенный утюг, они имеют два основных элемента: нагреватель и терморегулятор. Кроме этого, обязательным атрибутом пайки являются насадки. Они считаются расходным материалом и продаются как вместе с паяльником, так и отдельно в розницу. Изготавливаются насадки из теплопроводного материала, покрытого сверху тефлоновым слоем. Состоит насадка из двух элементов: одна с углублением, а вторая с буртиком. С их помощью и происходит нагрев внутренней и наружной поверхности трубы и фитинга.
Термоэлемент располагается в середине корпуса, к которому прикручиваются насадки. Для равномерного нагрева и удобства в работе их расположение относительно друг друга соосно. При включении устройства в сеть 220 вольт термоэлемент нагревается, передавая своё тепло корпусу паяльника. А тот, в свою очередь, нагревает насадки. С помощью терморегулятора выставляется и поддерживается необходимая температура нагрева.
Как только термодатчик фиксирует нужную температуру, происходит срабатывание термореле, и подача напряжения на нагреватель прекращается. При снижении температуры на два-три градуса происходит подключение нагревателя к сети заново.

 Для того чтобы правильно соединить полипропиленовую трубу, покупки паяльника будет недостаточно. Как и в любом деле, необходим опыт, поэтому профессионалы рекомендуют новичкам сначала потренироваться на образцах, а после уже переходить к свариванию основной конструкции.
Для того чтобы правильно соединить полипропиленовую трубу, покупки паяльника будет недостаточно. Как и в любом деле, необходим опыт, поэтому профессионалы рекомендуют новичкам сначала потренироваться на образцах, а после уже переходить к свариванию основной конструкции.
Перед началом работ следует провести ряд подготовительных операций. Это относится как к соединяемым деталям, так и паяльному устройству. Принцип сварки основан на расплавлении двух частей с последующей их физической стыковкой друг с другом до момента кристаллизации. Чтобы сварочный шов получался надёжным, одна из свариваемых частей вставляется в другую на глубину от 13 до 32 миллиметров, в зависимости от диаметра деталей. Сварка двух труб происходит через фитинг. Они бывают разного вида и размеров. Каждый фитинг рассчитан на определённый диаметр трубы, поэтому при пайке следует быть внимательным.
В случае использования армированной трубы с алюминиевой фольгой вставляемый конец в насадку должен быть зачищен от её слоя. Зачистка происходит механическим путём с использованием специального инструмента. Но так как это приспособление довольно дорогое, часто используют ножовочное полотно. Им пропиливают трубу по кругу на глубину расположения армирующего слоя, а после срезают его ножом. Такой подход требует сноровки и опыта.
Детали перед сваркой следует обрезать до необходимой длины, очистить от грязи и обезжирить. Для этого разрешается использовать изопропиловый, изобутиловый или этиловый спирт. Применение ацетона, уайт-спирита, бензина или водки не допускается из-за рыхления полипропилена после их воздействия.
Втулки перед работой также должны быть очищены с помощью ветоши. Следует уделить внимание целостности тефлонового слоя, использовать насадки с повреждённым покрытием нельзя. Поэтому чистить металлическими предметами или абразивами запрещено. В случае же сильного пригара используются деревянные скребки. Для удобства чистки насадки рекомендуется предварительно немного нагреть с помощью паяльника.
На последней стадии подготовки по всему диаметру трубы отмечается линия, обозначающая глубину свариваемой зоны. Этот размер должен соответствовать глубине фитинга. Затем можно будет уже приступить непосредственно к сварке.